

Nitrogen+Syngas 386 Nov-Dec 2023

30 November 2023
Enhancing granulation technologies
UREA GRANULATION TECHNOLOGY
Enhancing granulation technologies
TOYO has a long history in urea granulation technologies and has recently added two new technologies to its product line-up.
Since its establishment in 1961, TOYO Engineering Corporation (TOYO) has been a leader in the urea industry as a urea process licensor. TOYO has designed, engineered, constructed, and commissioned 26 urea granulation plants based on TOYO’s Spout-Fluid Bed Urea Granulation Process, ranging in scale from 50 t/d to 4,000 t/d production capacity in a single train. The photo (below left) shows a urea granulation unit based on TOYO technology at Indorama Eleme Fertilizer & Chemicals Limited (IEFCL) in Nigeria, the world’s largest single train urea granulation plant.
TOYO has been continuously responding to market requirements and developing its product line-up. Fig. 1 shows the history of TOYO’s urea granulation and associated technologies.
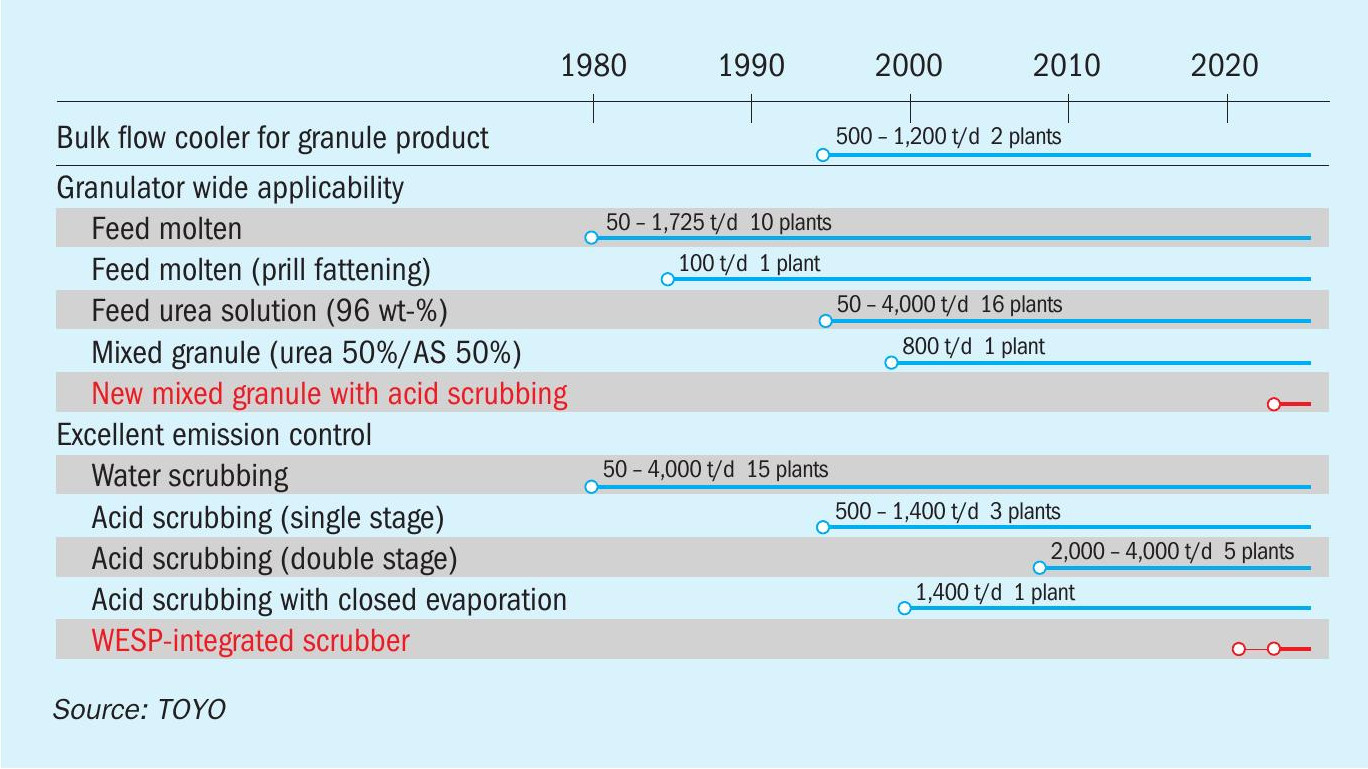
TOYO’s urea granulation technology
TOYO started developing a urea granulation process based on a spouted bed type urea granulator back in the 1980s. In the 1990s, TOYO further improved its granulation technology by applying spout-fluid beds in the granulator.
Fig. 2 illustrates the process flow of TOYO’s granulation process. The urea solution or molten urea is sprayed onto spouting urea seeds to enlarge the recycle particles (seeds) in the granulator. Water in the feed urea solution evaporates in the spouted beds and fluidised beds. The enlarged granules are cooled to a suitable temperature in the fluidised beds in the granulator.
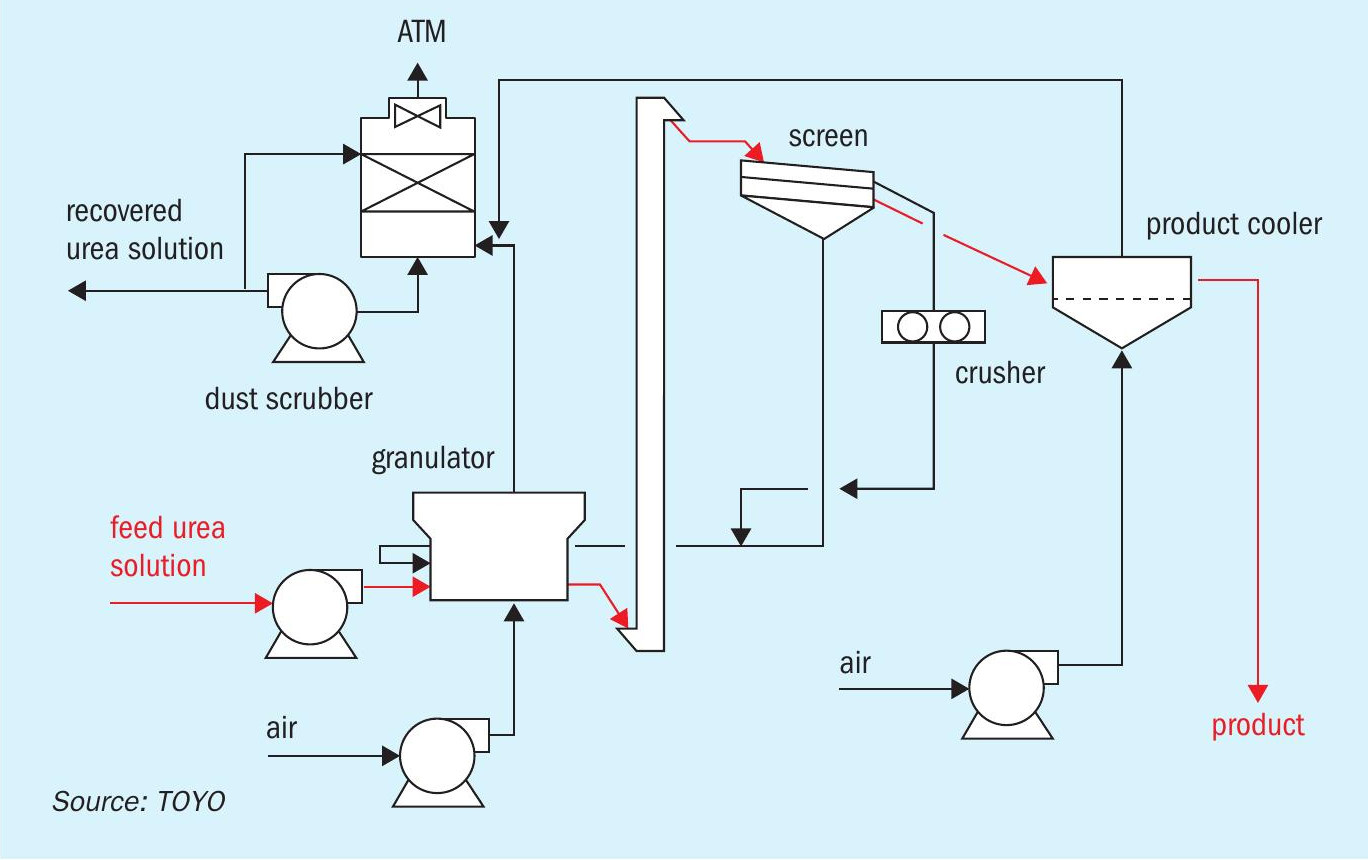
Coarse urea granules exiting the granulator are separated into product size granules, oversize and undersize granules by a screen. Small size granules are recycled back to the granulator as seed and oversize granules are crushed by a crusher to be recycled to the granulator together with the undesize granules as seeds. Product size granules are further cooled to be sent to bulk storage and/or bagging unit as final product.
Exhaust air from the granulator and the cooler is scrubbed in a wet type dust scrubber to recover the urea dust. Recovered urea dust is recycled back to the urea plant as an aqueous urea solution.
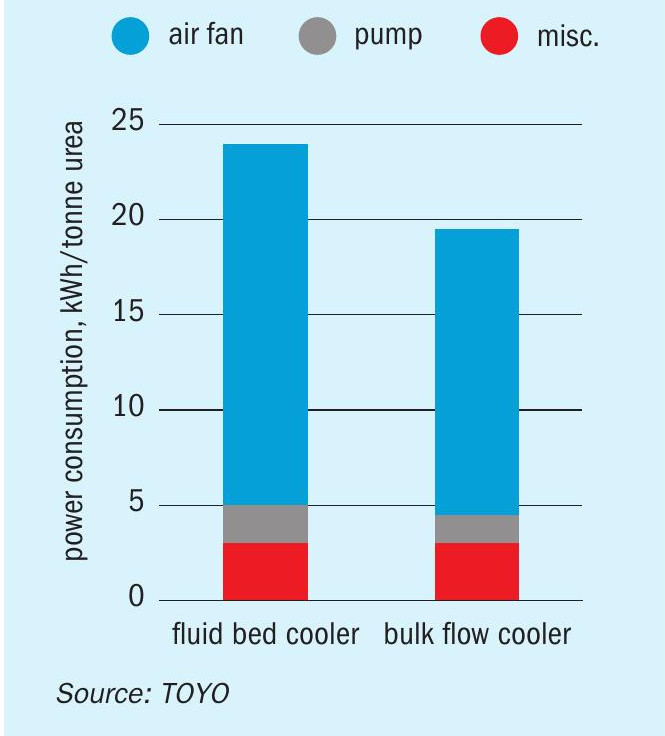
Bulk flow cooler for product cooling
A bulk flow cooler can be applied as a product cooler instead of a fluid-bed cooler. In 1995, TOYO was the first in the world to apply a bulk flow cooler for product cooling in a granulation plant. The application of a bulk flow cooler has successfully lowered power consumption by 4 kWh/t compared to a fluid-bed cooler, as shown in Fig. 3.
Wide applicability of TOYO’s granulator
Through pilot tests and operation of industrial scale plants, TOYO has accumulated huge expertise and know-how in urea granulation. TOYO’s granulator can be designed to produce granules with various compositions using a wide range of feed concentrations.
Feed concentration (96 wt-% urea solution to molten urea)
TOYO’s granulator can be designed to receive feed urea concentration from 96 wt-% to 99.7 wt-% molten urea. Thanks to the excellent drying function of TOYO’s granulator, product with a moisture content of 0.3% or less can be obtained even with 96% urea solution feed. The lower concentration of urea solution feed contributes to lower biuret product and less utility requirement in the granulation plant than the molten urea feeding case.
Expansion of product line (including prill fattening)
The applicability of molten urea provides options to apply the granulation process for the revamp or expansion of existing urea plants with a prilling tower. For example, the TOYO urea granulation process can be installed to produce granular urea in parallel with prilled urea from a common urea synthesis unit. In addition, prilled urea can be supplied from the existing prilling tower as seed for the granulator (prill-fattening). In this case a crusher is not required and the granulation unit can be smaller. TOYO designed and constructed a prill fattening plant based on TOYO technology in 1983.
Urea-AS (ammonium sulphate) mixed granulation
Sulphur or sulphate maybe required as a fertilizer depending on soil requirements. In 1998, in close collaboration with a plant owner, TOYO responded to this need by designing and constructing a 50:50 urea-AS mixed granulation plant. The urea granulation plant is capable of producing mono-urea granules and urea-AS mixed granules up to 50:50.
New mixed granulation with acid scrubbing
As part of its latest development, TOYO has invented a simpler (lower facility cost) and more energy-efficient urea-ammonium salt mixed fertilizer process than the process shown in Fig. 6, which eliminates ammonium salt by-products by introducing a new concept to the urea concentration, granulation and exhaust scrubbing system. Further details of this novel technology will be presented at the Nitrogen+Syngas 2024 Conference in Gothenburg.
Excellent emission control
Urea dust and ammonia are major emissions which need to be controlled in a urea plant. TOYO owns various unique and well proven technologies and processes to treat exhaust air containing urea dust and ammonia:
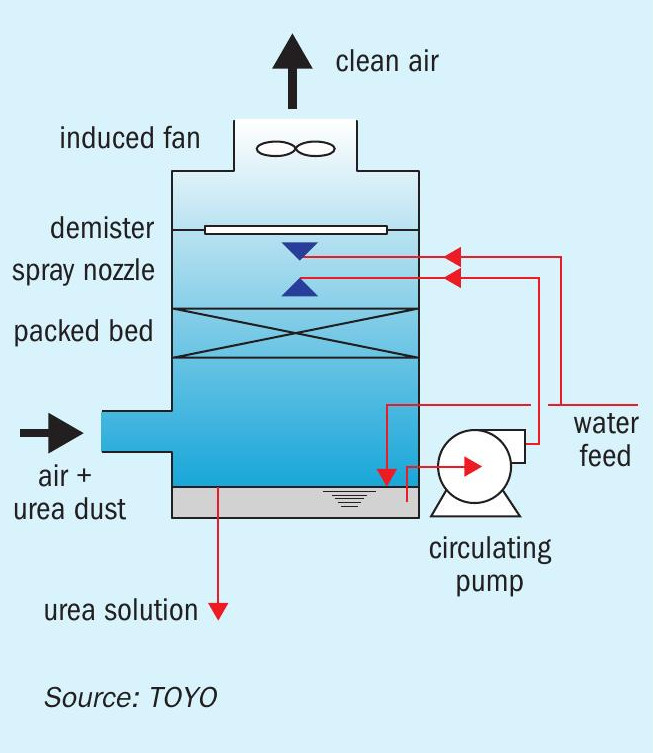
- Water scrubbing with random packing and a demister as internal parts is the simplest option (see Fig. 4). This type of system can reduce urea dust in exhaust air to less than 30 mg/Nm3 , but does not address the ammonia emission.
- Acid scrubbing can reduce the ammonia emission in exhaust air to less than 30 mg/Nm3. TOYO first applied acid scrubbing in 1995 and successfully reduced ammonia emmissions to less than 30 mg/Nm3. Either sulphuric acid or nitric acid can be used with the appropriate material selection. A single or double-stage acid scrubbing system can be applied considering the type of by-product formation from the acid scrubbing process.
– Single-stage acid scrubbing: As urea is absorbed into the acidic solution together with the chemical absorption of ammonia, urea ammonium sulphate (UAS) or urea ammonium nitrate (UAN) is produced as by-product (see Fig. 5).
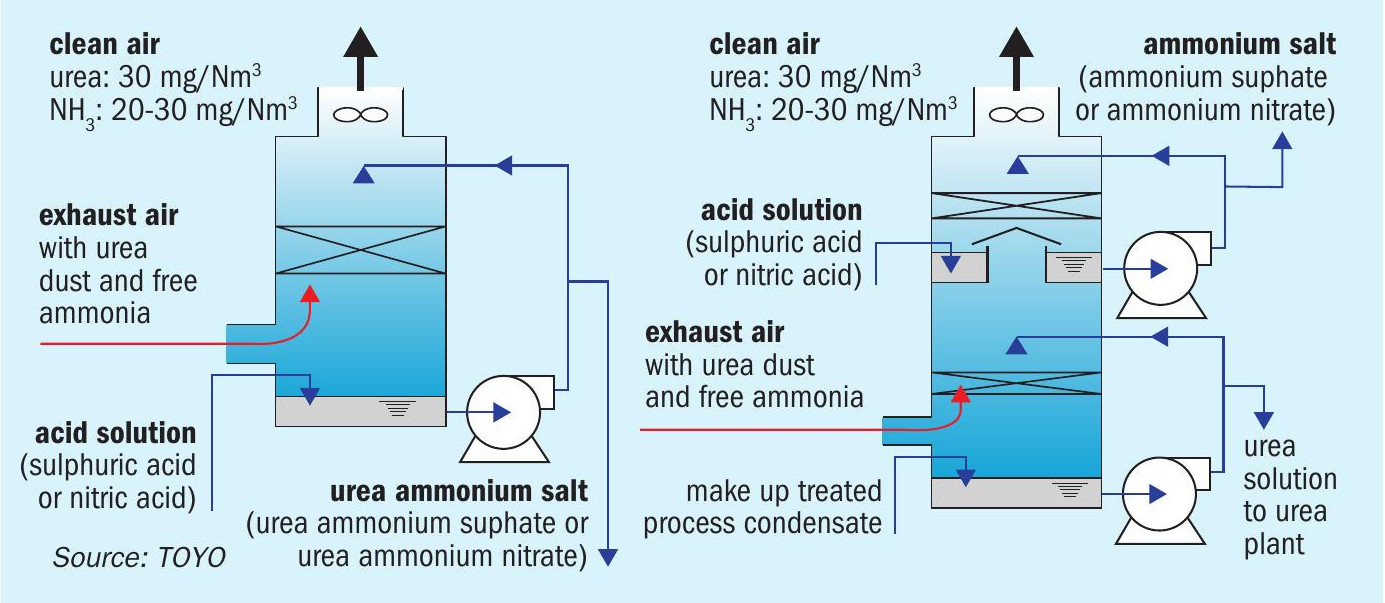
– Double-stage acid scrubbing: Since only urea is absorbed into water in the first stage, ammonium sulphate (AS) or ammonium nitrate (AN) is produced as by-product. The quantity of by-product is reduced compared to the single-stage option (see Fig. 5).
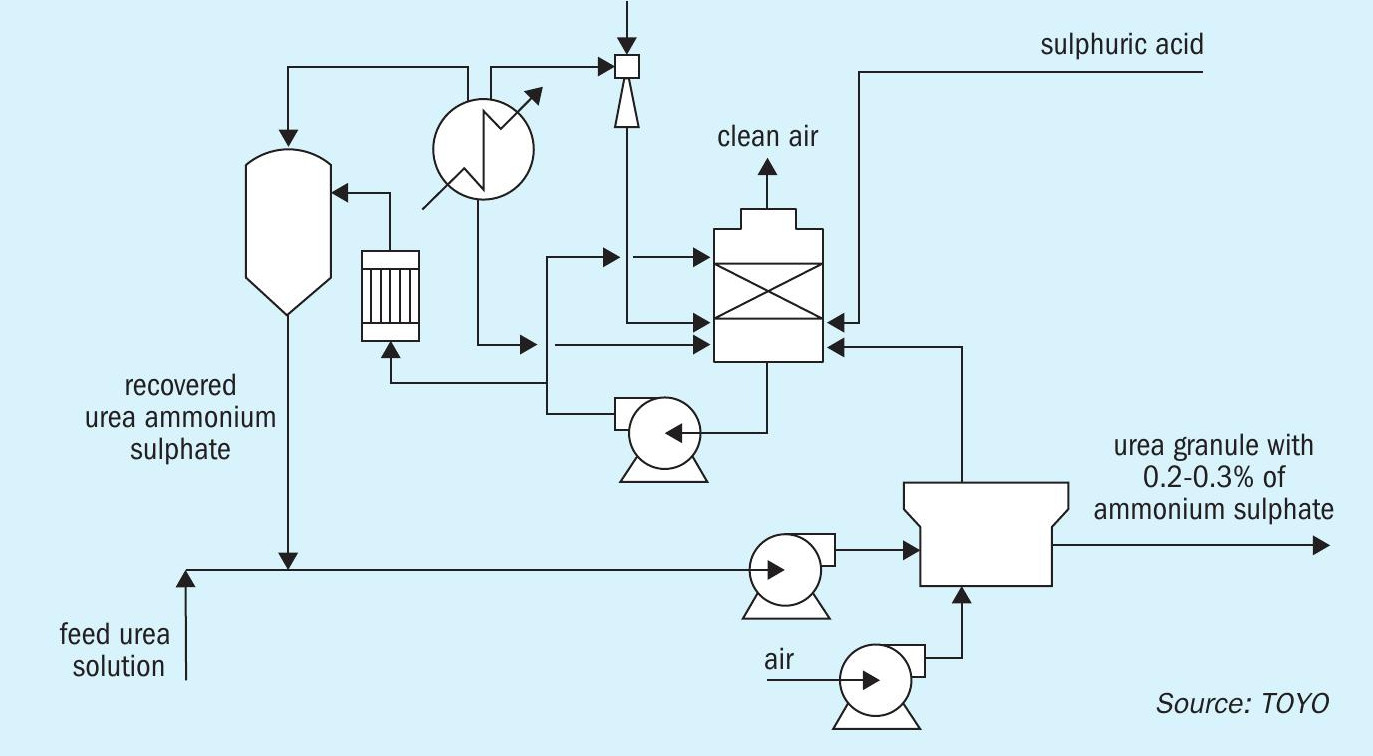
– Acid scrubbing with closed evaporation system: When the production of by-products needs to be avoided due to market conditions, incorporating UAS into the urea granule product is a suitable option. In this case, UAS solution coming from the acid scrubbing system is concentrated in the dedicated evaporation stage, and then fed with the urea solution to the granulator (see Fig. 6). In this scheme, the final urea product contains 0.2–0.3 wt-% of AS which is applicable for fertilizer use.
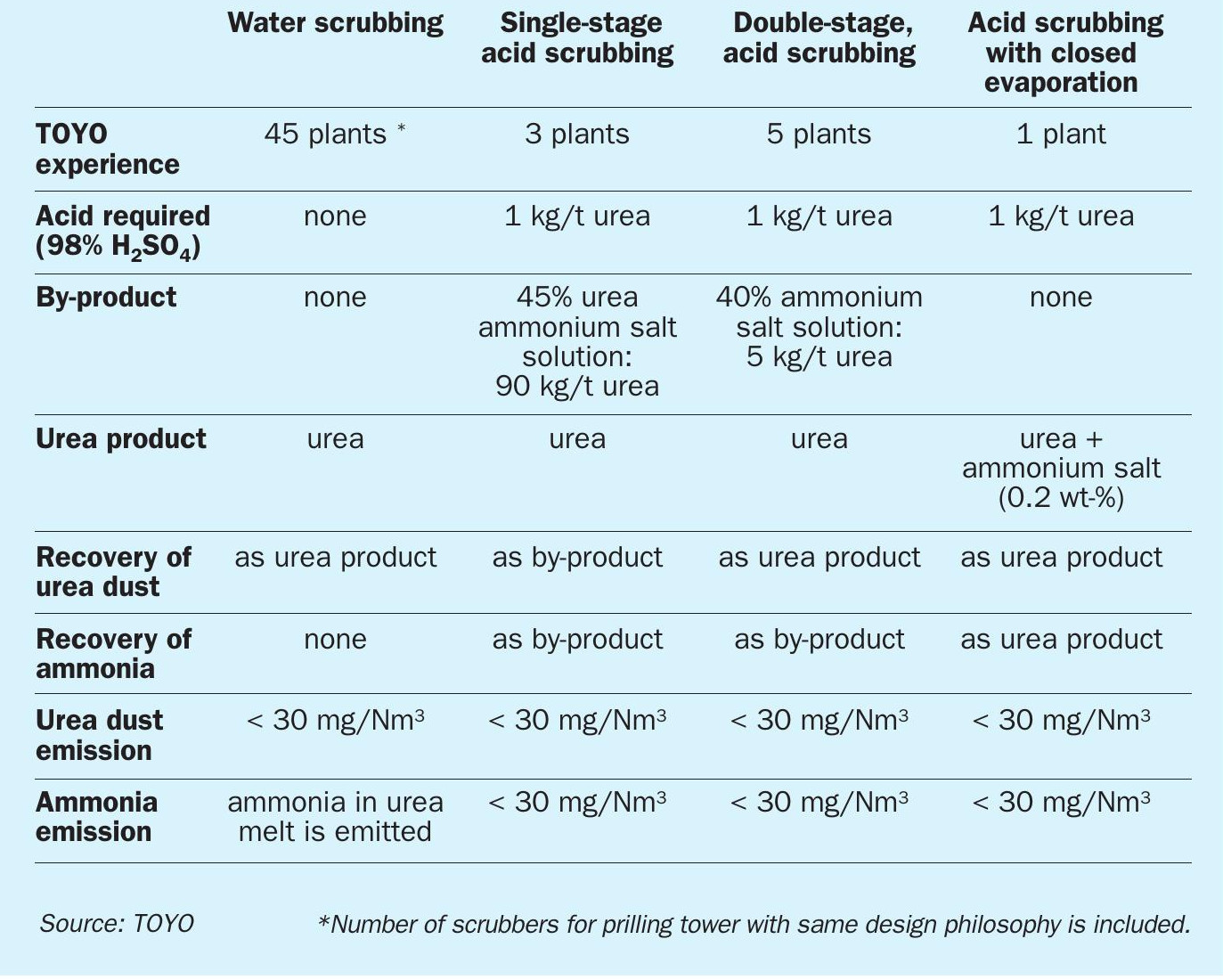
Water scrubbing and all three acid scrubbing systems can be applied to the urea granulation plant for emission control. These options are summarised and compared in Table 1.
New technology for emission control
Further, in responding to a social demand for the elimination of fine particle (PM) emissions from industrial activities, TOYO has developed a novel PM elimination technology for urea granulation, integrating WESP and TOYO’s well-proven scrubbing technology. TOYO has conducted WESP pilot test with actual emitted air from a TOYO granulator. The pilot plant has stably achieved PM2.5 contents of less than 5mg/Nm3 after treatment in the WESP and has demonstrated that the same or better performance is assured at industrial scale. The design of an industrial scale plant has been completed. This technology will also be presented at the Nitrogen+Syngas 2024 Conference in Gothenburg.




