
Emissions scrubbing technology
We highlight recent advances in ammonia and dust scrubbing systems for urea plants from Stamicarbon, thyssenkrupp Industrial Solutions and Toyo Engineering Corporation.

We highlight recent advances in ammonia and dust scrubbing systems for urea plants from Stamicarbon, thyssenkrupp Industrial Solutions and Toyo Engineering Corporation.
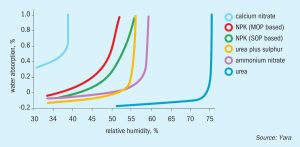
The quality of finished fertilizers can be maintained during transport, handling and storage by protecting the surfaces of granules and prills with coating agents. We survey the range of anti-caking, water repellent and anti-dusting additives currently on the market.
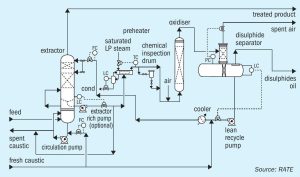
An advanced mecaptan removal process has been developed and implemented by RATE. The RATE-Oximer process is an oxidative air-based regeneration process, designed to remove mercaptans from liquid and vapour phases. M. Rameshini of RATE describes the key features of the process and its applications.

Sulphur is becoming an increasingly important crop nutrient – due to a combination of lower sulphur emissions, the increasing prevalence of high-analysis fertilizers and higher cropping intensity.
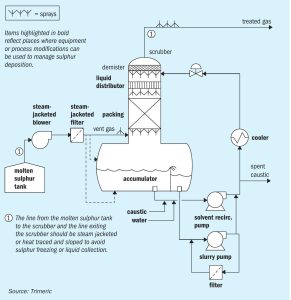
With increasing frequency, companies that have molten sulphur on site must put environmental controls on the vent streams from molten sulphur pits, storage tanks and loading operations. This article* describes the typical characteristics of molten sulphur vent gas streams as well as some of the important chemistry related to these systems in caustic scrubbers. Solids deposition issues observed in the field with caustic scrubbers operating on actual molten sulphur vent gas streams are presented. Design and operational strategies to mitigate plugging in molten sulphur vent gas scrubbers are also summarised in this article by D. J. Sachde, K. E. McIntush, D. L. Mamrosh , and C. M. Beitler of Trimeric Corporation.
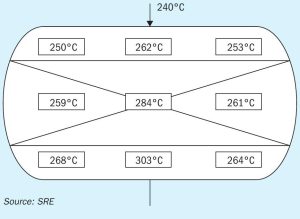
With the ongoing changes in gas field and refinery feedstock compositions, many sulphur recovery units around the world are facing turndown scenarios to such an extent that it is difficult to meet stringent environmental regulations. Equipment and instrumentation behave differently under turndown conditions, and not always in ways that are desirable. Start-ups and shutdowns can place demands on the equipment that are more severe than years of normal operation. In this article, Optimized Gas Treating, Sulfur Recovery Engineering and Comprimo share some of their learnings and experiences of these scenarios.

We highlight recent innovations in sulphuric acid plant design and construction. NORAM and CPPE are offering a new hybrid sulphuric acid process. KVT, meanwhile, has upgraded its wet sulphuric acid technology to reduce capex, opex and emissions. Improved methods of construction and new materials from Koch Knight are also helping to optimise acid tower design
Imagine an industry that only uses carbon-free fuels and does not have any carbon footprint. Assume this is feasible within a decade. Now wouldn’t that be an ambition worth pursuing? Duiker believes this is achievable. A. Lanser provides Duiker’s view on how its SCO technology can act as an enhancer for reducing industrial carbon footprint.

We look at state-of-the-art technology used in phosphate and potash mining, including equipment and systems for excavation, tailings thickening, transport, tunnelling and processing.

R. Kranenburg of Duiker discusses the latest applications of SCO units in refineries and petrochemical complexes. The SCO unit is typically integrated in the sulphur recovery unit and is intended for processing ammonia, while also treating the tail gases from the upstream SRU.