
Sulphur + Sulphuric Acid 2020
The coronavirus outbreak necessitated a ‘virtual’ CRU Sulphur + Sulphuric Acid conference last year, held in November 2020.

The coronavirus outbreak necessitated a ‘virtual’ CRU Sulphur + Sulphuric Acid conference last year, held in November 2020.
Meena Chauhan, Head of Sulphur and Sulphuric Acid Research, Argus Media, assesses price trends and the market outlook for sulphur.

Ron Olson of The Sulphur Institute considers sulphur’s important role in plant health.
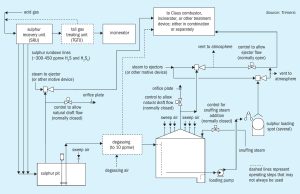
Fires are known to occur in sulphur storage pits and tanks somewhat frequently due to the presence of both flammable material and air, so methods for preventing and extinguishing these fires are critical. D. J. Sachde, K. E. McIntush, C. M. Beitler, and D. L. Mamrosh of Trimeric Corporation review fire suppression methods used in the industry including snuffing/sealing steam, rapid sealing, water mist, and inert gas blanketing. Protective tank design features to reduce the likelihood of a sulphur fire are also reviewed. Benefits and limitations, design considerations, and recommended guidance for suppression and preventative measures are discussed.
The turning of a new calendar year is a predictable waypoint in our lives. That is why it has always traditionally been a time for reflection on the past and looking to the future. Therefore, given how 2020 had turned out, perhaps there was an inevitable hope that the turning of the New Year and the start of 2021 might see an improvement in things in general, and of course the trajectory of the pandemic in particular, especially now that several vaccines have been approved for use in record time, and a massive programme of vaccination has begun across the world.

After many years of slow decline, Canadian sulphur exports have begun to rise slightly, but dwindling US markets are seeing a move towards more sulphur forming to expand export opportunities.

Construction work has begun on a new hydrocracking complex for the Assiut refinery in Egypt, in the central Nile valley, according to TechnipFMC plc, who won the $1 billion engineering, procurement, and construction (EPC) contract for the project. The contract involves construction of new processing units including a vacuum distillation unit, a diesel hydrocracking unit, a delayed coker unit, a distillate hydrotreating unit and a hydrogen production unit which will use TechnipFMC’s proprietary steam reforming technology.
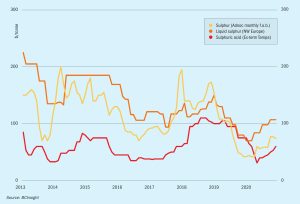
The global pandemic and new wave of lockdowns in some regions continue to pose a level of uncertainty to oil demand and in turn sulphur recovery. There are positive signs in the macro economic picture on the back of the vaccine rollout but significant question marks remain.
Brimstone STS Ltd. today announced a new partnership with Sulphur Recovery Engineering Inc (SRE). The two companies say that this collaboration will bring together decades of experience and the latest technology in support of the sulphur recovery and gas treating industry worldwide.
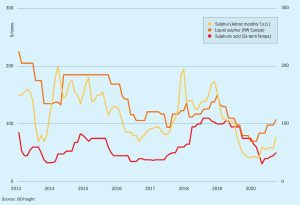
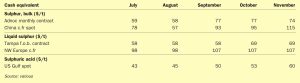
Production cuts globally at refineries have left supply tight heading into the fourth quarter, firming prices. This has been compounded by major exporters in the Middle East prioritising sulphur tonnes to contracts before spot sales.