

Sulphur 398 Jan-Feb 2022
31 January 2022
A novel monitoring and advisory system for SRUs
SRU MONITORING
A novel monitoring and advisory system for SRUs
N. A. Hatcher, D. R. Jensen, and P. L. Ott of Optimized Gas Treating Inc. provide a technology overview of ProBot™ – a unit monitoring system developed by OGT to digitalise the sulphur processing assets in a facility in a manner that facilitates knowledge retention, rapid optimisation, and plant troubleshooting. ProBot™ has been built to allow rapid access to a virtual plant platform that provides advice, training and, monitoring to enable more efficient, safe, reliable, and environmentally friendly plant operations.
“For over a thousand generations, the Jedi Knights were the guardians of peace and justice in the Old Republic. Before the dark times, before the Empire…”
Obi-Wan / Ben Kenobi, Star Wars Episode IV
“‘The world has moved on’, we say.., we’ve always said. But it’s moving on faster now. Something has happened to time.”
Stephen King, The Dark Tower Series
Before Covid, did Stephen King and George Lucas have the prescience to predict the mess that Covid19 would leave on the world? Probably not, but the world is definitely “moving on” and was headed that direction even before the pandemic. Like it or not, reality has become that in many aspects of life, humans are slowly and steadily being replaced by their own ingenuity, reduced to software algorithms. Self-driving cars, drone mail package delivery, artificial intelligence (A.I.), and machine learning are all examples of these amazing feats of human ingenuity.
In due time, a self-driving car may be trained not to follow the crooked white stripe that the drunken highway worker painted into the ditch. Maybe someday Microsoft Windows or iOS operating systems will not require rebooting on the fly to install updates. These are some of the hurdles that digitalisation still has to overcome – maintenance and updates to the updates. Who, or perhaps better “what” is going to supervise the updates?
The stakes go up considering the risks associated with process plant operations, where toxic, flammable and energy-laden fluids are handled. Sulphur processing units (amine, SWS, sulphur recovery, tail gas cleanup units) are no exception here.
Remotely operated plants are becoming more common. As plants and processes become more efficiently operated and economic pressures to stay in business increase, staffing reductions in the oil and gas industry have become more of a reality leading inevitably to a pronounced lack of knowledge capture and retention. This effect could be likened to corporate version of Alzheimer’s disease.
“Time’s the thief of memory”
Stephen King, The Dark Tower Series
The next generation can only begin learning where the previous generation left off. When know-how is lost, mistakes that could have easily been avoided are instead repeated. Digitalisation of plant assets, in a manner that leverages the training potential that an accurate model can provide for process plant operations, is a significant step in the right direction.
ProBot™ technology overview
The ProBot™ unit monitoring system was developed by OGT to digitalise the sulphur processing assets in a facility in a manner that facilitates knowledge retention, rapid optimisation and plant troubleshooting. As opposed to a reduced-order model that serves as a real time “digital twin” of a process plant, ProBot is a monitoring and advisory system interface that instead can be used to:
- automate the transfer of distributed control system (DCS) plant and laboratory data into the highly accurate and well respected ProTreat® and Sulphur-Pro® steady-state rate-based simulators that are driven in the background;
- audit plant data and provide material and energy balance (MEB) feedback about the quality of the plant instrumentation readings;
- compare predicted (simulated) with measured performance to know better how much accuracy to expect from the process model;
- provide feedback on the areas where known corrosion and mechanical integrity are problematic, and;
- provide expert process advice on the operations of amine, sulphur recovery units (SRU), tail gas unit (TGU), and sour water stripper (SWS) systems.
ProBot was not designed to replace experienced and knowledgeable engineers and operators. It was built with the intention to allow rapid access to a Virtual Plant platform that provides advice, training and, monitoring to enable more efficient, safe, reliable, and environmentally friendly plant operations.
The ProBot system is hosted within Microsoft Excel to allow ready transfer and interface of data between a DCS data historian and the components of ProBot. Visual Basic for Applications (VBA) and proprietary OGT .dll libaries are used to communicate and exchange data between the virtual plant models (i.e. ProTreat® or SulphurPro® ), the visual spreadsheet-interface, and the Process Advice Modules (PAM).
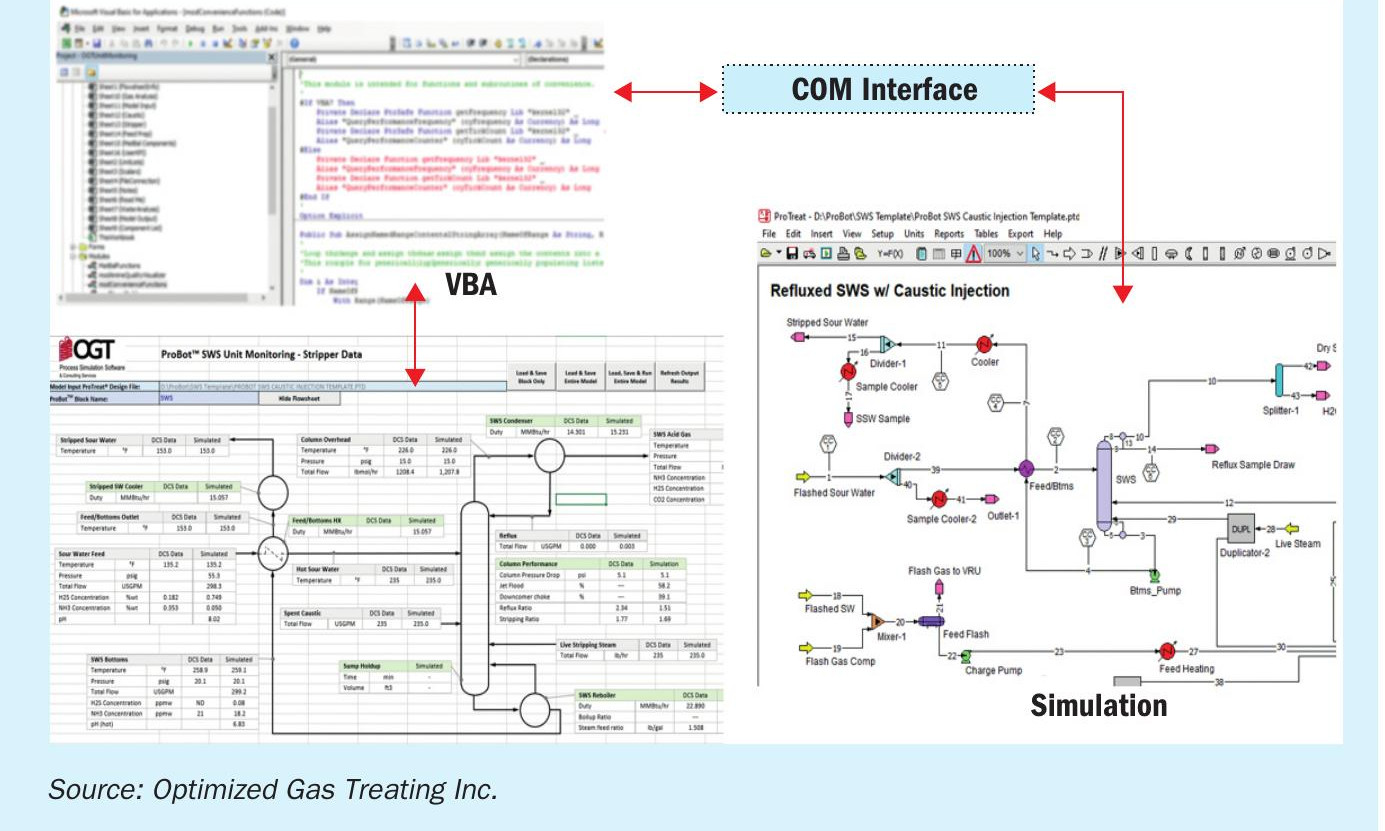
Fig. 1 shows the ProBot™ interface. A ProBot module has been developed for each major type of sulphur processing unit (Amine, SWS, Claus, TGU).
By “checking out” the current model of the process, “What-If” scenarios can be constructed to allow optimisation strategies to be explored and tested on the computer before trying them out in the field. Additionally, training exercises can be more easily constructed with virtual plant models. With these features, corporate Alzheimer’s can be effectively engineered out.
The ProBot Beta Version is currently in a field-testing stage at several operating facilities. In the rest of this article, several examples of the benefits that have already been seen at these trials are highlighted.
Claus SRU ProBot benefits
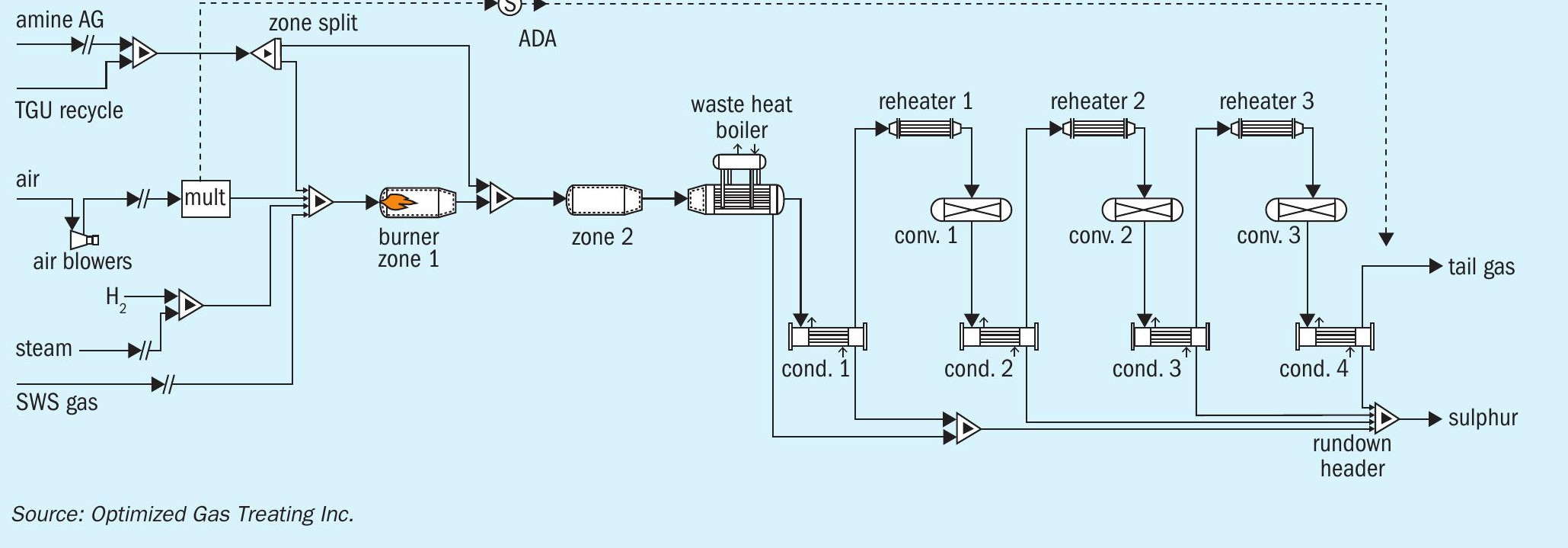
A refinery Claus SRU system similar to that depicted in Fig. 2 was experiencing intermittent high pressure at the SRU front-end as well as apparent loss of sulphur conversion as evidenced by elevated temperature rise in the TGU Hydrogenation Reactor and increased recycle acid gas flow. Concurrent with these problems, operators reported periodic sulphur plugging in several of the sulphur rundown lines that required manual removal by rodding out.
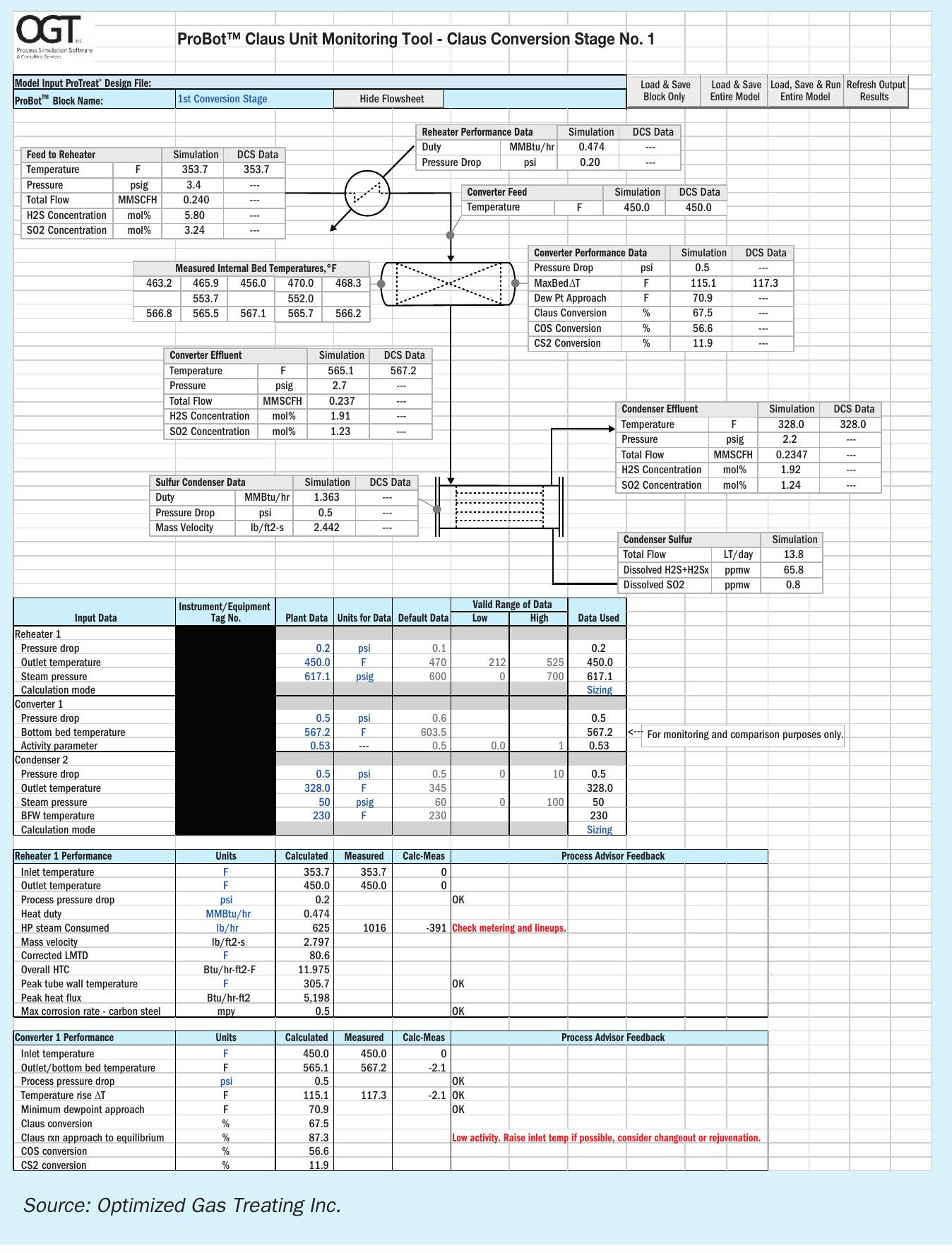
The partial view of the ProBot setup for this Claus unit is shown in Fig. 3. A summary of the computed versus measured performance (see Fig. 4) showed that:
- conversion in the first Claus converter had declined;
- steam consumption in the first reheater was greater than expected;
- boiler feedwater makeup was higher than expected while steam production rate was considerably less than expected in the first condenser upstream (shown later).
With this feedback from ProBot to supplement the operator reports of rod-out frequency increasing in the sulphur rundown header, plant personnel had more confidence that an exchanger upstream was leaking. A radioactive dye tracer test confirmed that the waste heat boiler (WHB) was not leaking while the first sulphur condenser was leaking several US gallons per minute of boiler feedwater into the process. Plant operations were able to carry on with an online configuration change. This change was initially tested and proven using the SulphurPro® model that was checked out from ProBot, thereby avoiding an unplanned outage.
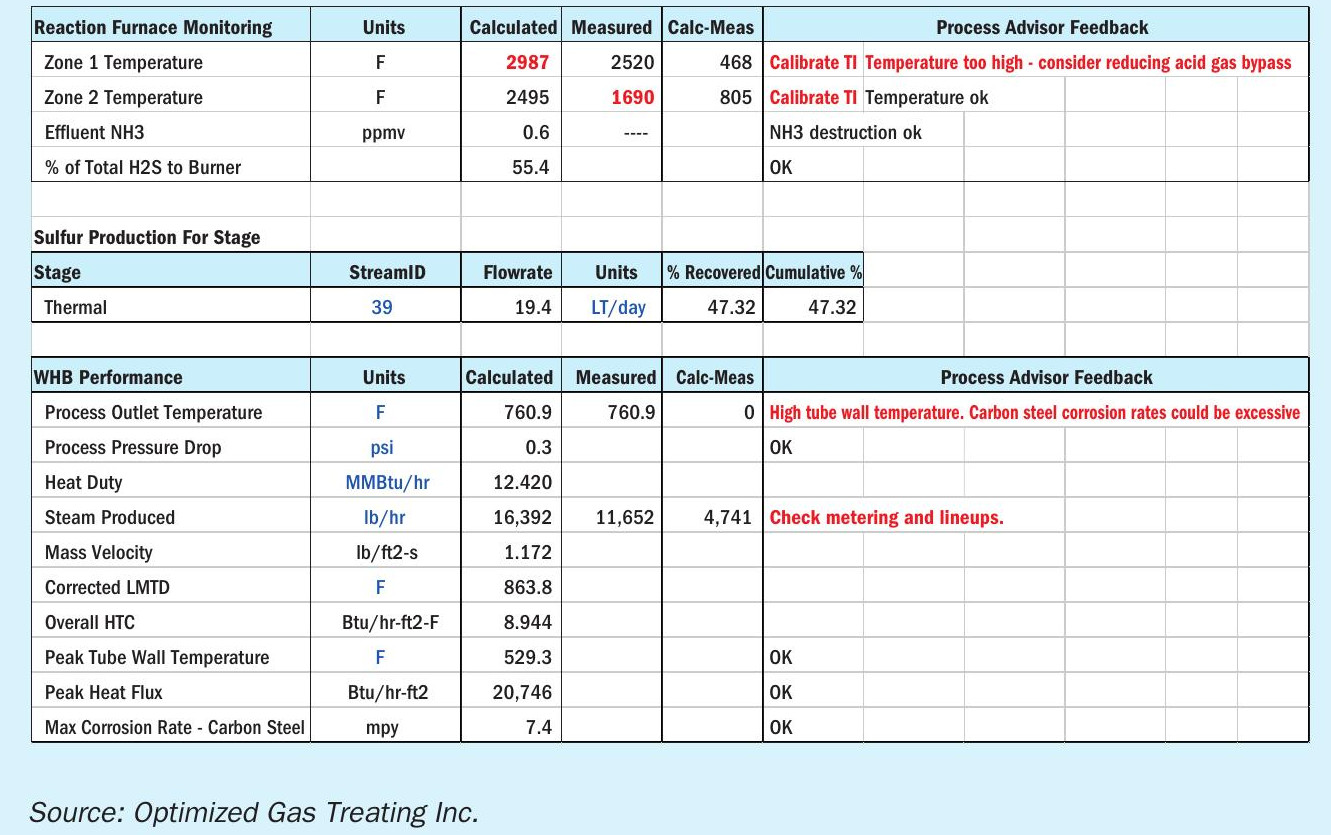
An additional side benefit from this Pro-Bot trial was identifying several potential safety concerns in the thermal reaction section of the SRU. The ProBot metrics and advice dashboard for the system is shown in Fig. 4.
The simulated temperatures in both reaction furnace zones were considerably higher than the plant measurements, which led ProBot to advise calibration of the field instruments. In the front zone, the simulated temperature exceeded the maximum safe operating temperature recommended by the refractory vendor for this installation. So, the ProBot advisor suggested reducing the amount of acid gas bypass to the back zone. The corrected amount of bypass flow that was chosen was initially determined by the plant engineer re-running the SulphurPro background model.
The back zone furnace temperature showed even more deviation between the optical pyrometer field indication and the calculated figure from ProBot. Further investigation by an OGT consultant found that the pyrometer was installed with a nearly four feet long view port so that the pyrometer could be accessed from the platform above the furnace. A pyrometer indicates the integrated average temperature across the pyrometer’s view path. Unfortunately, in this case that view path includes a portion the nitrogen-purged nozzle, which will be much colder than the furnace refractory. This section of relatively cold temperature significantly skews the indicated temperature lower than the actual temperature in the second zone.
Fig. 4 also shows a large discrepancy between metered boiler feed water consumption and the virtual plant model predictions. Because SulphurPro includes a rigorous heat transfer rate-based model for SRU process exchangers, these comparisons can be readily made as a function of unit throughput and operational conditions. Step changes in fouling resistance will manifest into deviations between the model predictions and plant operating data allowing for earlier detection of process plant equipment issues. Sulphur plant exchangers may be readily flipped from sizing mode to rating mode to assess how the plant should be behaving versus actual operations.
The ProBot framework also includes access to SulphurPro’s sulphidation corrosion rate predictions. SulphurPro incorporates several different models for sulphidation corrosion for both carbon steel and several upgraded metallurgies based upon several variations of the Couper-Gorman curves and includes recent data from Alberta Sulphur Research, Ltd. (ASRL)1 . Fig. 4 shows computed maximum tube wall corrosion rates of 7.4 mpy in the waste heat boiler and 0.5 mpy in the thermal condenser. These sorts of predictions can be particularly useful in oxygen-enriched sulphur plant operations where temperatures and H2 S partial pressures are elevated over air-only operations.
Amine unit benefits
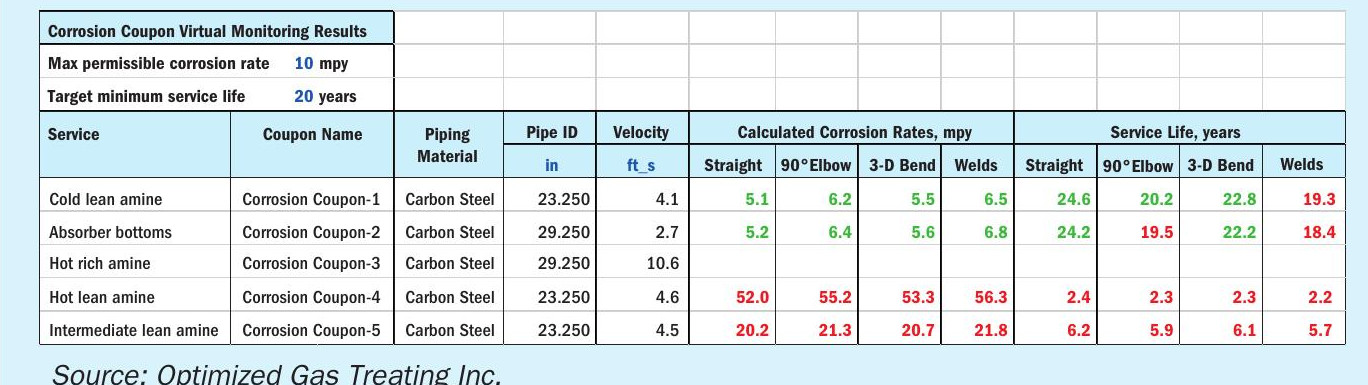
The successful integration of several features has been realised at an amine-based sour gas treating facility. The plant now has access to real-time corrosion rate predictions from the ProTreat® corrosion coupon unit operations which are updated each time the ProBot tool is refreshed. This permits comparisons over time with field pipe wall thickness measurements as well as inline installed corrosion probes and coupons. Fig. 5 shows the output for one point in time flagging several areas for attention. Surprisingly, the problems were identified on the lean amine circuit versus the more heavily loaded rich amine side.
Plant data validation
The accuracy of a digital twin and making sound operational decisions depend heavily upon having accurate plant instrumentation readings and laboratory analyses. A key feature of the ProBot architecture is that validation checks are provided in the right areas on the plant data itself.
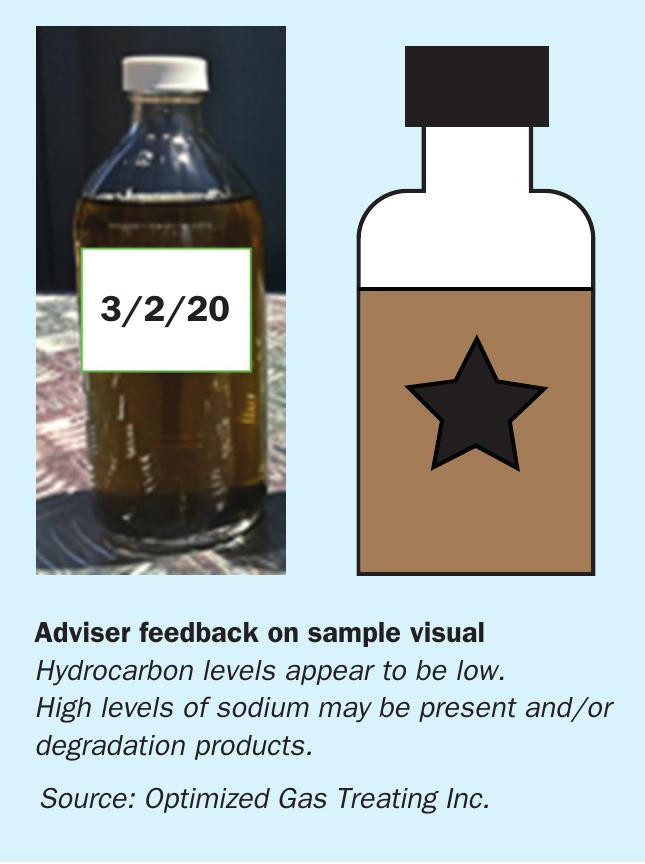
In terms of the amine analysis, validation by a solution charge balance is provided. Additionally, a visual amine hygiene feature is available. The visual advisor is intended for day-to-day checks by operations where an actual sample is used to calibrate the “virtual” sample colour and clarity until a match is made. The advisor provides feedback on the levels of contaminants that may be present in solution and suggests possible actions that may need to be taken. An example is provided in Fig. 6.
Rich amine loading measurements are compared to an energy balance by methodology similar to that furnished by Oberbroekling et al2 . When a single amine contactor is tied to a single regeneration circuit, the rich amine loading can be also cross-checked versus the material balance on the acid gas flow. Calculated regenerator energy reboiler duty, which is determined by energy balance, is compared to the field measured value which can be useful to identify plant instrumentation issues. It is surprising to find out just how many ways there are to meter steam flow to a reboiler incorrectly.
The ProBot amine system also includes several other useful economics-related metrics that can be tied into plant economics LP models, or used to justify improvement projects. Because amine units along with other sulphur processing units tend to be viewed as “utilities” to keep the hydrocarbon production units in operation, they often receive little maintenance attention until it is too late. The cost metrics provide some useful data to help plant operators receive attention that these units deserve. Metrics that are provided include:
- amine inventory estimation, amine losses, and comparison of losses vs. first quartile performance benchmark from data collected by the industry Amine Best Practices Group (ABPG)3 ;
- electrical power consumption for major process motors in pumps and air coolers;
- water makeup, cooling water, and steam utility cost.
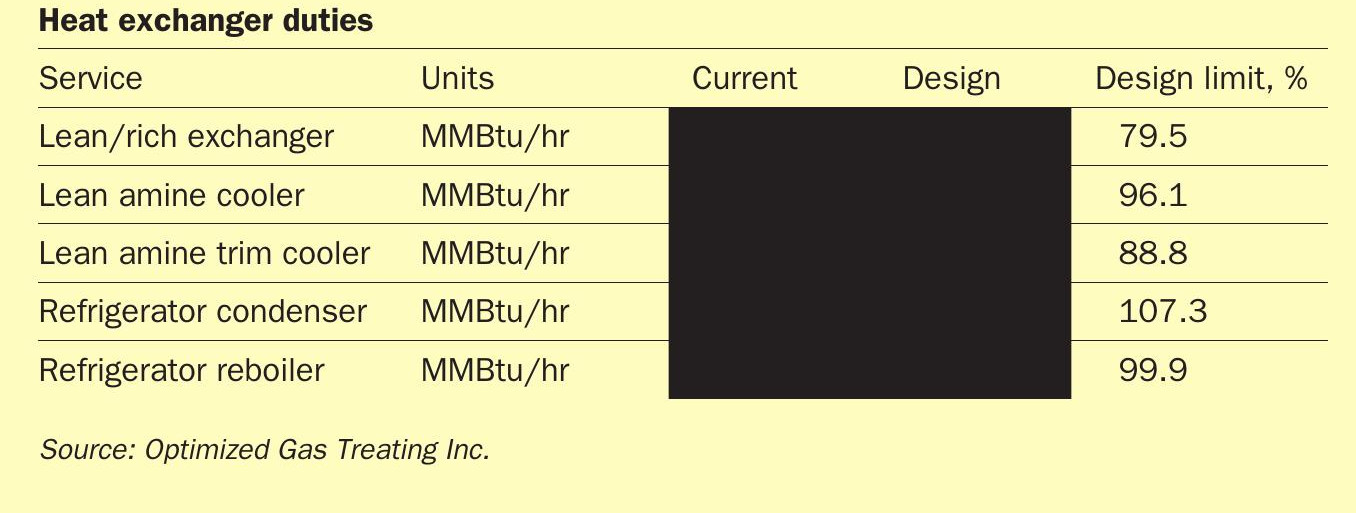
In terms of asset utilisation, the major amine unit process equipment operations are compared to design data, where available, to provide important data on potential unit bottlenecks and optimisation areas. As an example, Table 1 provides sample information on the heat exchanger utilisation in a primary amine system.
Commercial status
OGT is presently collecting feedback from several operators on the current components that are in the ProBot monitoring system. A target release for the finished suite is midyear 2022. Several licensing options will be available. With the availability of a complete set of plant data that is ready to snapshot, troubleshooting support and optimisation by OGT consultants can rapidly diagnose problems. As soon as the ProBot snapshot is turned over, the troubleshooting or optimisation effort can begin.
References




