

Sulphur 402 Sept-Oct 2022
30 September 2022
Generating carbonless energy from sulphuric acid plants
CARBON-FREE ENERGY
Generating carbonless energy from sulphuric acid plants
By recovering waste heat as process steam or electrical energy, technologies are available that can help sulphuric acid plants meet their energy goals. Colin Shore of Elessent Clean Technologies discusses how MECS® HRS™ technology can offer a sustainable solution to enhance sulphuric acid plant performance, while lowering its carbon emissions.
The largest single source of power generation on the planet is thermal energy. It accounts for more than half of total global energy demand and is the primary contributor to carbon emissions worldwide. However, as a process that is built on the combustion of sulphur instead of hydrocarbons, the production of sulphuric acid can play a key role in the decarbonisation of this vital segment of the global economy by harnessing the energy it generates in the form of process steam or electrical power.
In particular, the MECS® Heat Recovery System (HRS™ ) captures energy released through the formation of sulphuric acid, which in conventional acid plant designs is commonly lost to the atmosphere or cooling water systems. When combined with more traditional means of energy recovery within sulphuric acid plants, this technology enables the plant to utilise up to 95% of the process heat it generates internally as steam, which can subsequently be converted into electricity and applied in a variety of functions.
Reducing your plant’s carbon footprint
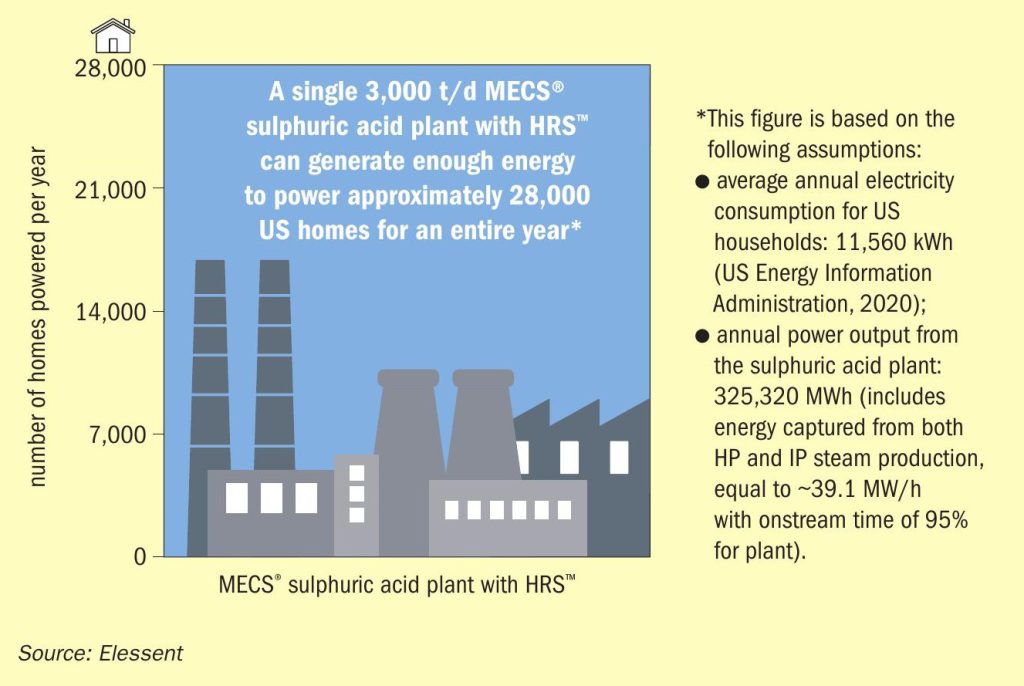
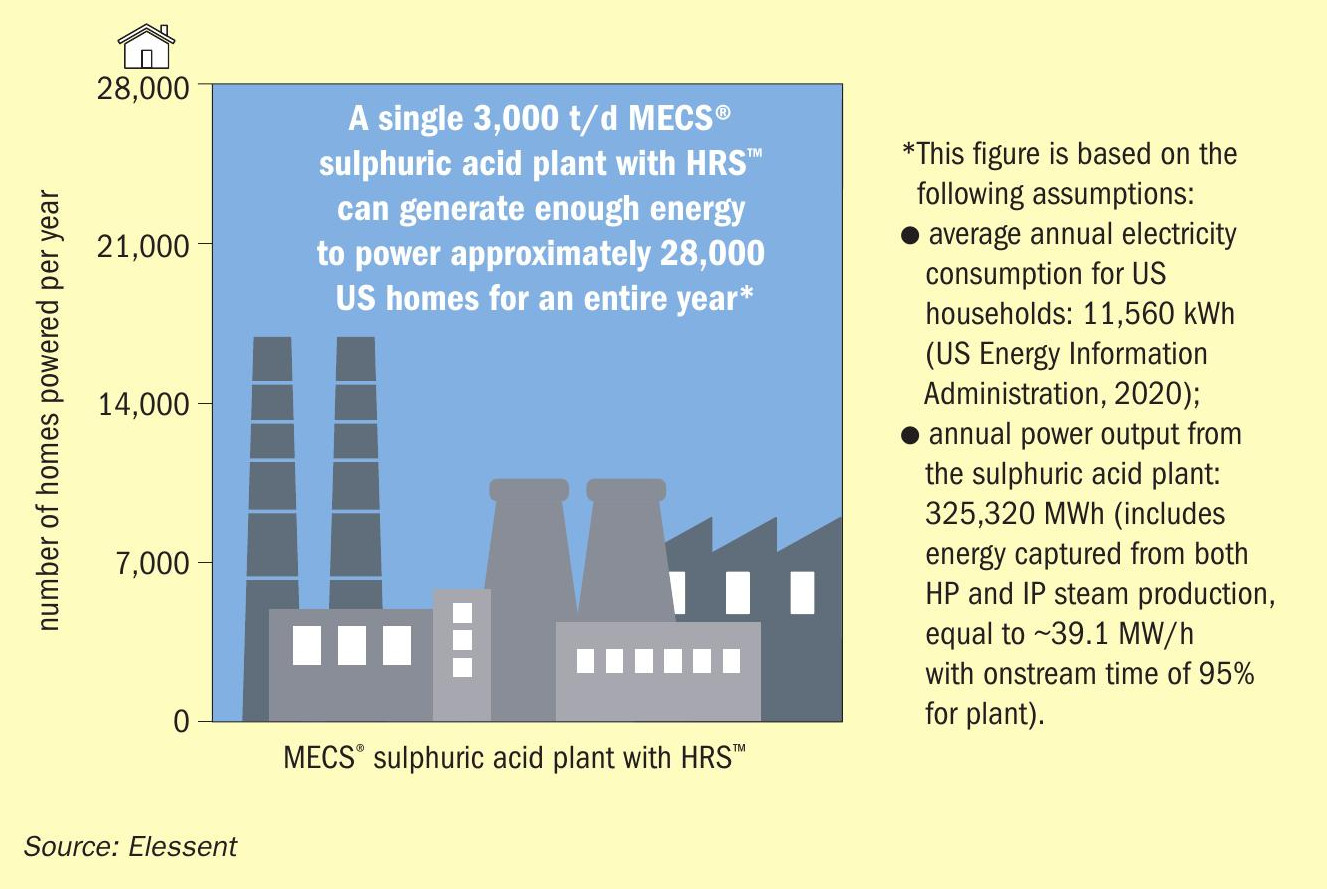
Through the production of both high-pressure and intermediate-pressure steam, a typical 3,000 t/d sulphuric acid plant with HRS™ technology can prevent up to the equivalent of 300,000 tonnes of carbon dioxide (CO2 ) emissions annually – roughly the amount of CO2 that is generated by 64,650 passenger vehicles over the course of a year.
Due to its capacity for upgraded energy recovery, HRS™ technology has been recognised by the United Nations as an accredited method for greenhouse gas (GHG) emissions reduction and therefore can be applied to secure credits for trade on the compliance or voluntary carbon markets.
For a given installation, carbon credits are awarded based on the level of CO2 that would be expected from burning fossil fuels to obtain the same amount of power that is generated by the HRS™ unit. Specifically, each metric tonne of CO2 emissions that is avoided through operation of the HRS™ unit enables the acquisition of one carbon credit. For other key GHGs, one carbon credit corresponds to the quantity of the relevant compound that produces an equivalent heat absorption potential as one metric tonne of CO2.
Multiple MECS® -designed sulphuric acid plants featuring HRS™ technology have been granted carbon credits. As the market for carbon credits matures and the trading of credits becomes more prevalent, reliable decarbonisation technologies such as HRS™ technology are poised to offer customers greater operating cost savings than ever before.
Generating carbonless energy
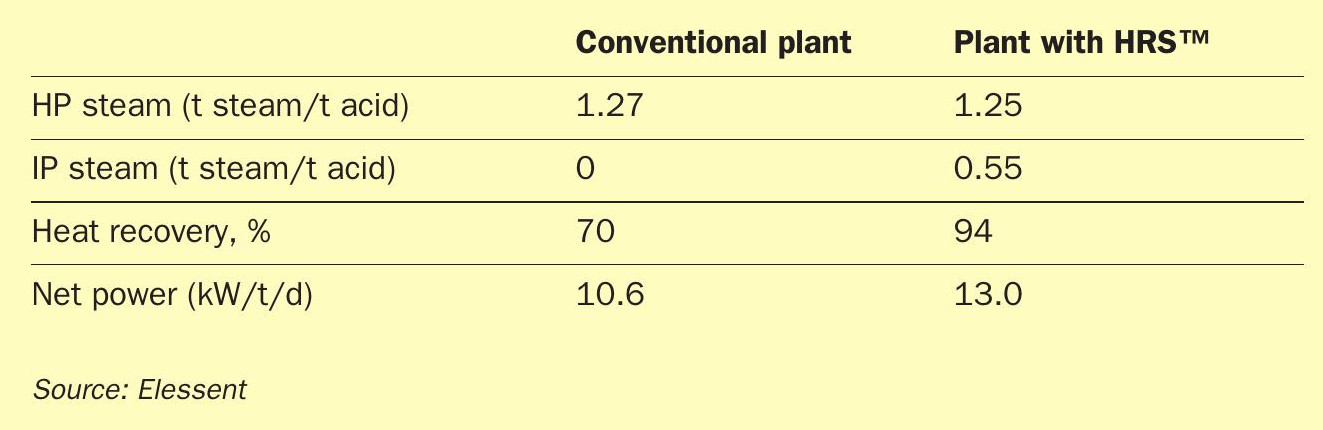
The MECS® HRS™ unit increases the total amount of heat that can be used to generate energy within a sulphuric acid plant compared to a conventional sulphur burning plant design. With the addition of HRS™ technology, energy recovery from the plant rises from around 70% to nearly 95%.
Table 1 provides a brief comparison of the overall steam production and energy efficiency that are expected from a typical sulphur burning acid plant with and without the application of HRS™ technology.
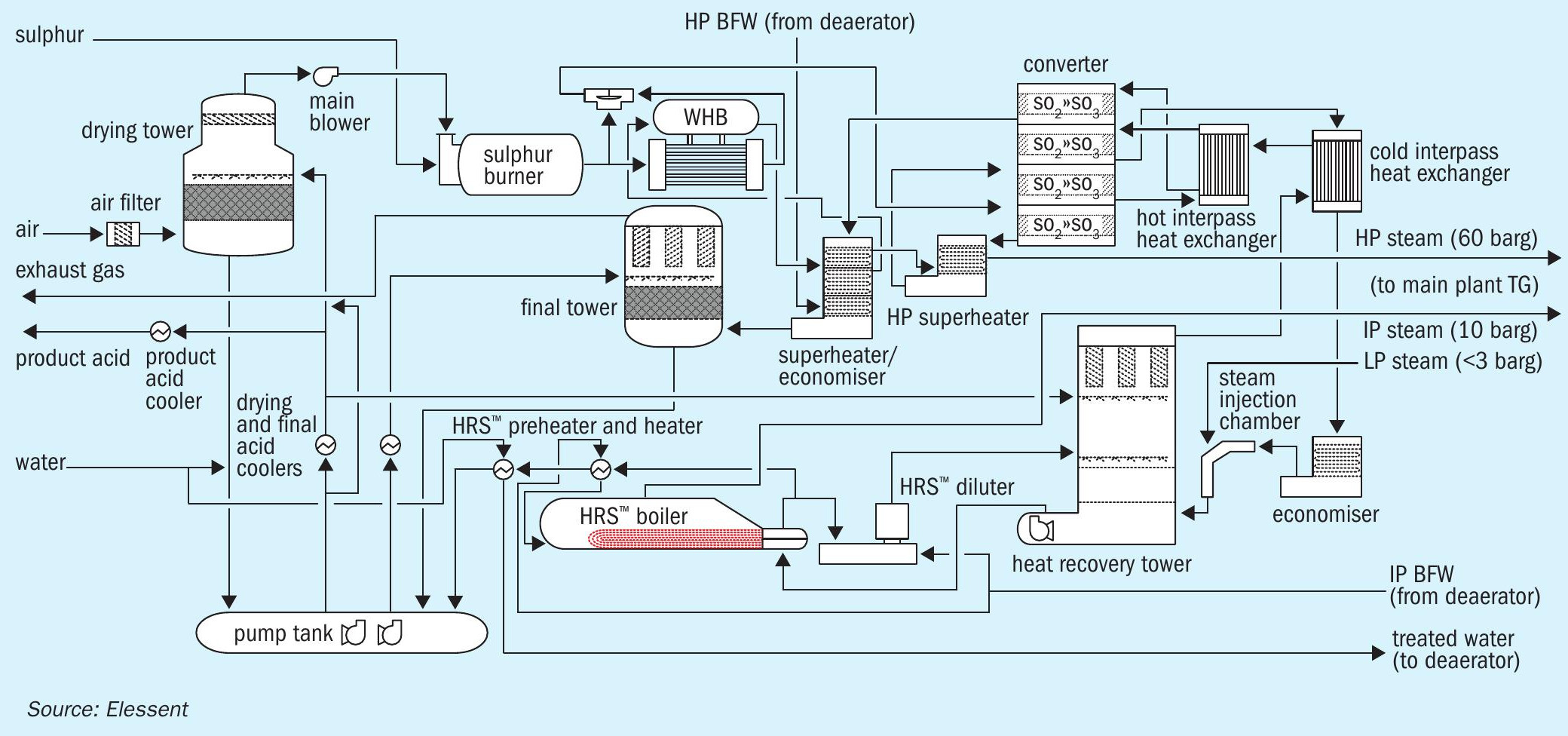
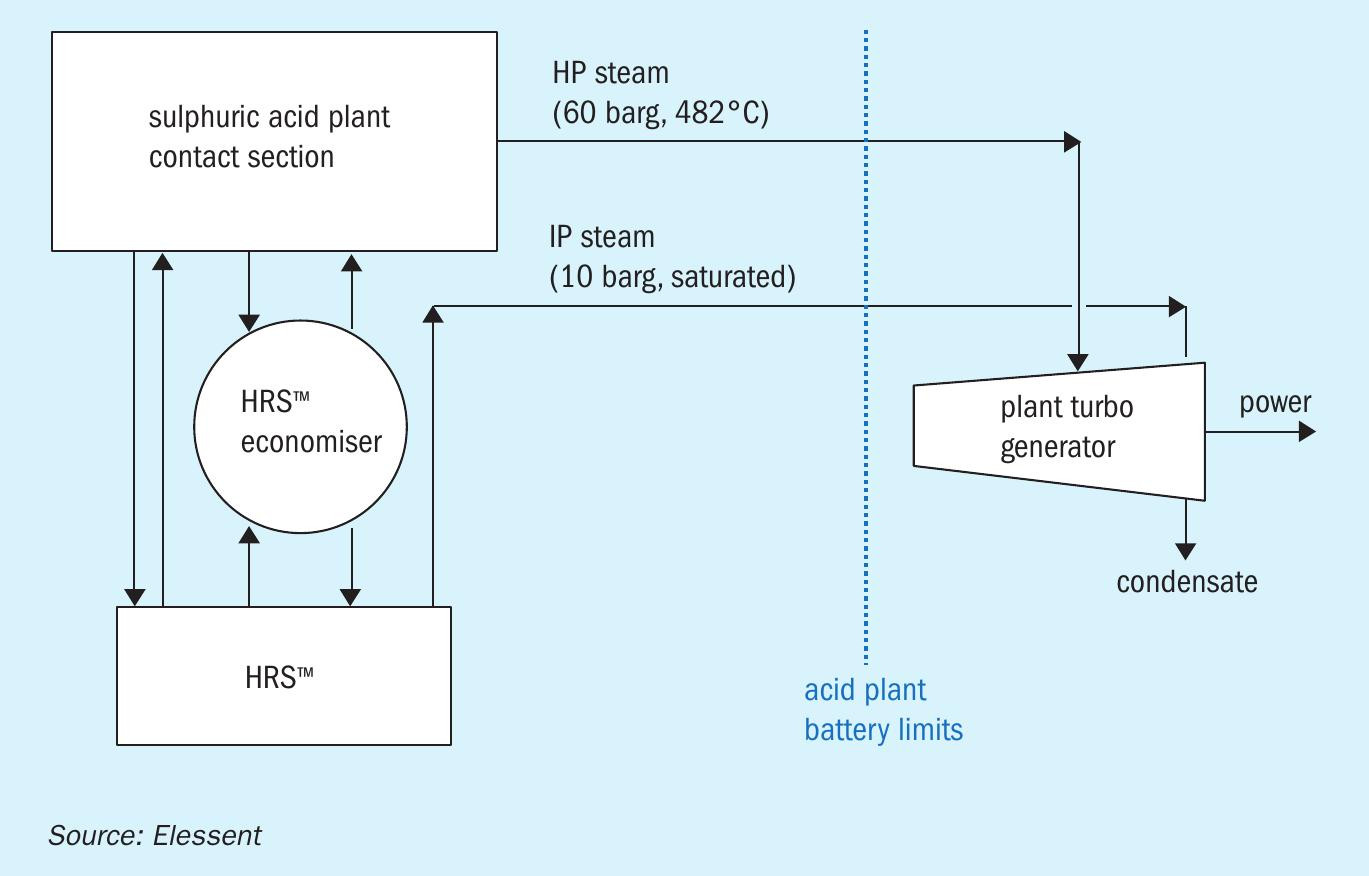
The steam that is generated by the MECS® HRS™ unit is of sufficient quality to be processed through a turbo generator in order to convert the available energy into electricity. As a result, sulphuric acid plants featuring HRS™ technology (Fig. 1) have greater flexibility in utilising the energy which they can capture as steam or power for various purposes, including applying it to fulfil internal plant process requirements or selling it to nearby industrial complexes or the local power grid.
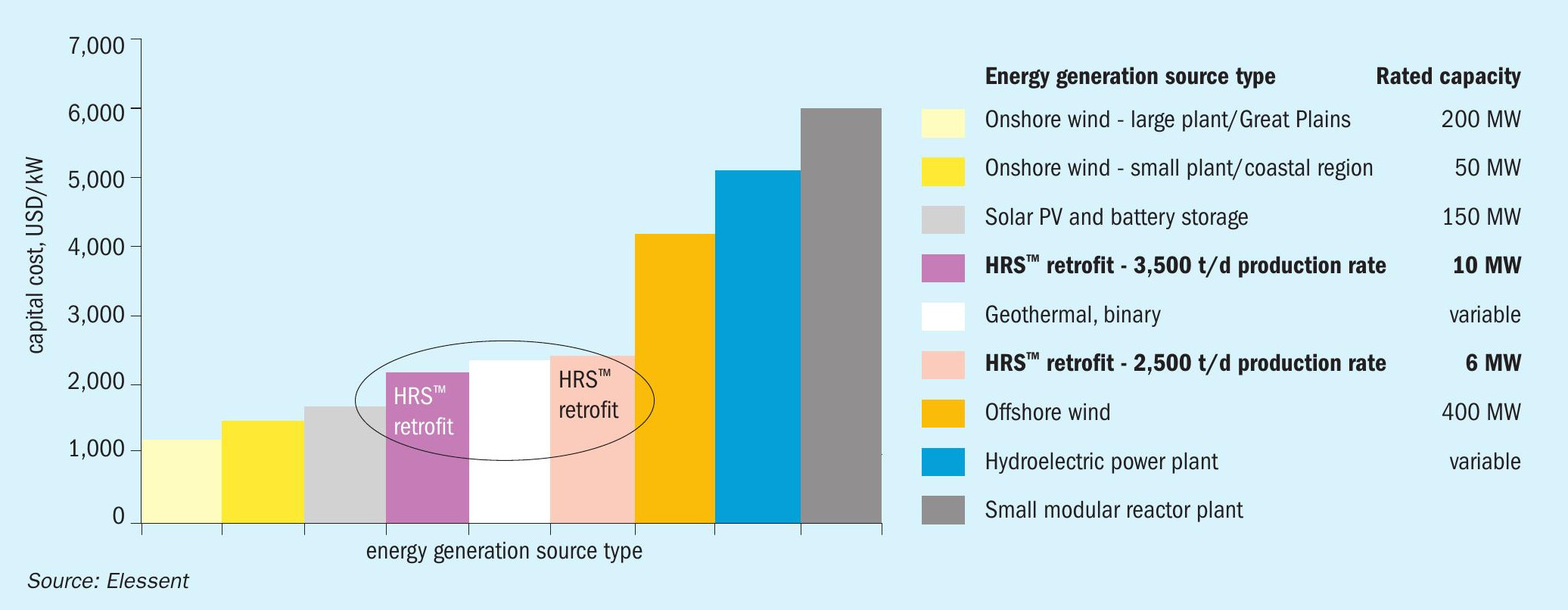
Additionally, existing plants which currently feature a conventional design can be retrofitted to include HRS™ technology. As an example, a 1,950 t/d sulphuric acid plant recently installed an HRS™ unit and today generates an additional 40 t/h of intermediate-pressure steam, which is used in turn to produce 6 MW of electric power. When compared with other sources of carbonless energy such as offshore wind, geothermal, or hydroelectric power, the required capital cost per kW for HRS™ is highly competitive (Fig. 2).
How MECS® HRS™ technology works
Within the sulphuric acid production process, highly exothermic reactions such as the combustion of elemental sulphur to form sulphur dioxide (SO2 ) and catalytic conversion of sulphur dioxide to sulphur trioxide (SO3 ) release large amounts of energy which can be recovered as high-pressure steam. By contrast, operations like the absorption of SO3 and the formation and dilution of sulphuric acid have traditionally needed to be conducted at lower temperatures in order to enhance SO3 absorption and minimise corrosion within the acid system of the plant. Consequently, the energy released by these reactions is of little value for steam production and is therefore normally discarded from the process via transfer through a series of heat exchangers to a cooling water circuit.
However, using HRS™ technology, the reactions which take place as part of the plant’s acid system (including SO3 absorption and acid formation and dilution) can be carried out at elevated temperatures while still achieving required levels of SO3 absorption and limiting acid system corrosion, which allows plants to harness the energy that is produced to yield steam at pressures of up to 10 barg (150 psig), significantly increasing their overall thermal efficiency. The amount of this intermediate-pressure steam that is generated typically ranges from 0.4 to 0.6 tonne of steam/tonne of acid production, depending on the specific process conditions prevalent at the plant. If needed, this steam can then be used to generate electricity at a rate of approximately 2-3 MW per 1,000 t/d of acid.
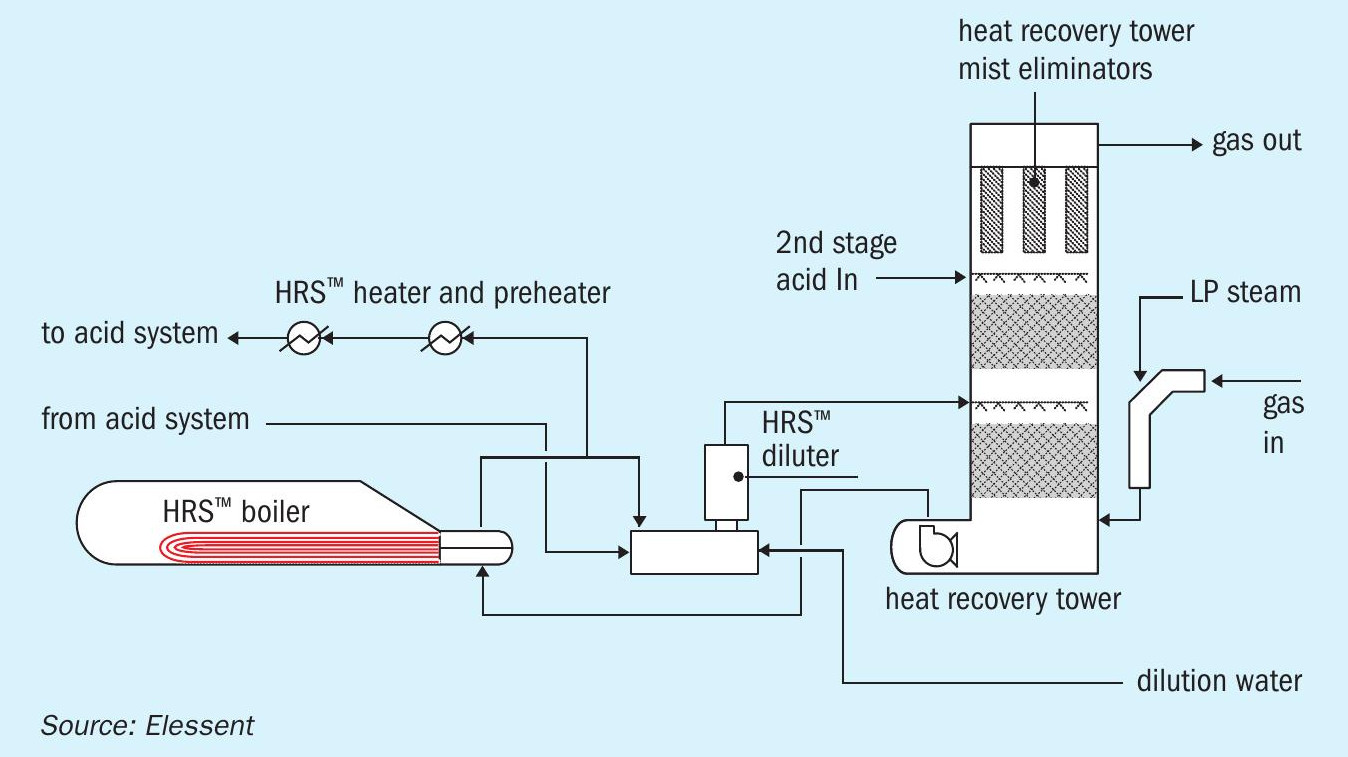
In a standard MECS® HRS™ unit (Fig. 3), heat from the acid is removed in the HRS™ boiler, and water is added in the HRS™ diluter to control the acid concentration within the limits required by the process. Energy in the product acid is then recovered by heating water in the HRS™ heater and preheater, which results in the generation of additional steam and, by extension, a reduction in the overall quantity of steam required for consumption by the acid plant.
The volume of intermediate-pressure steam produced by the HRS™ unit is increased further through the implementation of steam injection. In this process, low-pressure steam is infused into the process gas stream in the steam injection chamber located directly upstream of the heat recovery tower. The steam subsequently reacts with the SO3 present in the gas phase, raising the temperature of the process gas and forming sulphuric acid vapour as the stream enters the heat recovery tower. Inside the tower, the sulphuric acid vapour condenses as ~100% H2SO4 when it contacts the cooler circulating acid stream, releasing the latent heat of the steam at the operating pressure of the HRS™ boiler while minimising the level of the rise in concentration of the acid within the tower as it absorbs the SO3 .
Steam injection has been shown to increase the volume of intermediate-pressure steam production within the HRS™ section of the plant by up to 10% as well as provide additional benefits to the HRS™ design such as:
- lower rise in the concentration of acid across the packing within the heat recovery tower, thereby reducing the required acid circulation rate through the tower to maintain the concentration below the upper process limit;
- 30-40% decrease in the volume of water required for the HRS™ diluter, resulting in reduced vibration within the vessel due to less formation/accumulation of heat from the dilution of acid.
Enhancing steam and energy value with MECS® SteaMax® and MAX3™
MECS® SteaMax™ technology
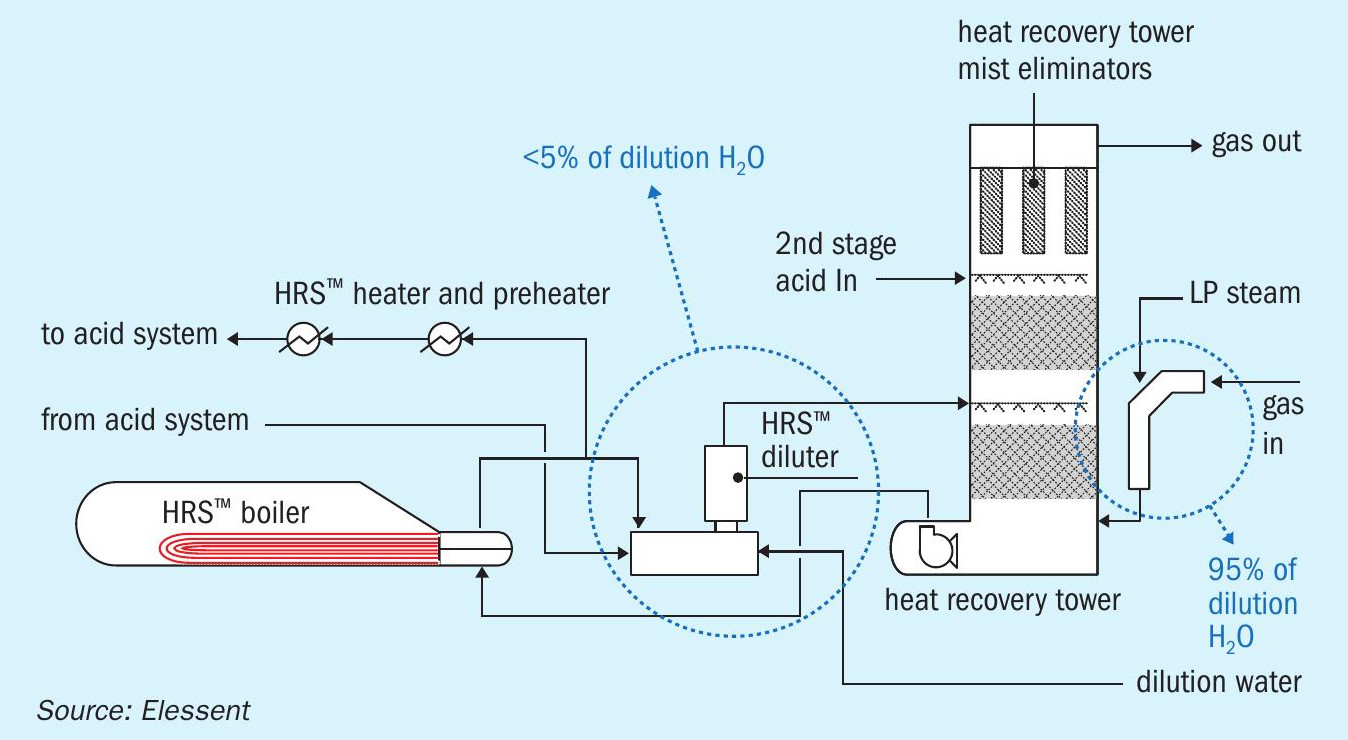
MECS® SteaMax™ is a natural extension of MECS® steam injection technology. This patented improvement to the steam injection system allows for a greater proportion of the dilution water required for the HRS™ process to be added as low-pressure steam via the steam injection chamber – with a sufficient provision of steam from the plant battery limits, 95% or more of the total water input to the HRS™ unit can be supplied as steam with a SteaMax™ design (Fig. 4).
By shifting the point of delivery for dilution water from directly into the HRS™ diluter (in the form of liquid water) to the process gas stream immediately ahead of the heat recovery tower (in the form of low-pressure steam), nearly all of the heat generated from the dilution of acid within the HRS™ circuit is passed through the HRS™ boiler. This results in an increase of 30% or more in the amount of intermediate-pressure steam that is produced compared to the output from a standard HRS™ unit, giving plants added value in their overall steam output and more flexibility in meeting their site’s energy needs and other local conditions.
MECS® MAX3™ technology
Further expanding upon recent developments with MECS® plant technologies, MECS® MAX3™ represents the next level in energy recovery for the sulphuric acid industry. In a plant featuring MAX3™ technology, the process gas exiting the heat recovery tower is sent directly to an SO2 scrubbing system (such as MECS® DynaWave® technology) or an SO2 recovery system (such as MECS® SolvR® technology) which effectively replaces the second stage of SO3 absorption in a conventional acid plant design.
With the MAX3™ flow scheme, the need for the additional conversion of SO2 after it passes through the heat recovery tower is eliminated, and the energy that would normally be used to raise the temperature of the process gas to the required range for the final pass(es) of the converter can be redirected toward the production of steam in the plant’s superheaters and/or an HRS™ economiser (Fig. 5). As a result, a significant portion of the steam that would be exported as intermediate-pressure grade from a standard HRS™ unit can be upgraded, allowing for up to 20% more high-pressure steam to be generated and enabling the plant to achieve the maximum possible return for the heat recovered.
Overview of MECS® heat recovery technologies
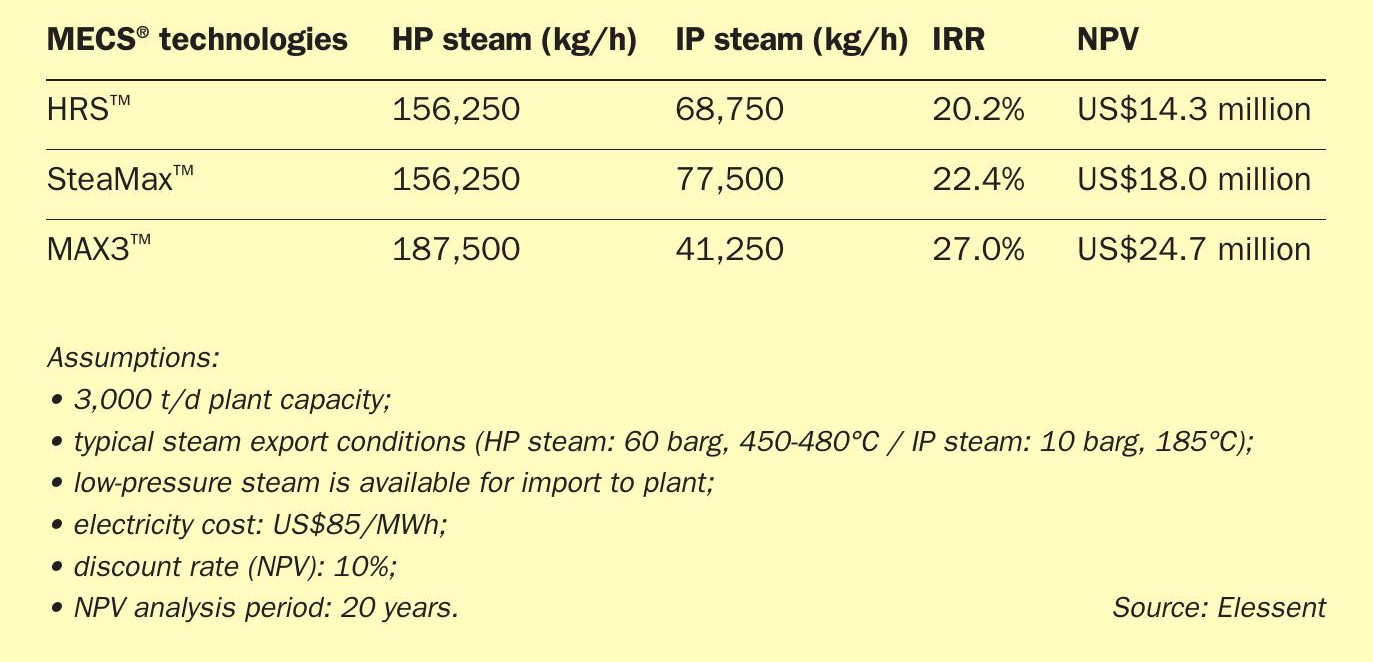
For a comparison of the added value that can be obtained using HRS™ or related MECS® technologies, Table 2 presents estimated figures for the total steam production and incremental economic impact that are anticipated when each of these technologies is integrated into the process design of a typical sulphur burning acid plant.
MECS® HRS™ technology – the carbonless energy solution
As the pioneering system for heat recovery in sulphuric acid plants, MECS® HRS™ technology has benefitted from nearly 40 years of expertise that has gone into its development and optimisation. MECS® HRS™ technology features more than 90 references worldwide and is customisable to the energy and process steam needs of individual plant operators. With the addition of HRS™ technology to the sulphuric acid plant process, low-pressure steam can be transformed into intermediate-pressure steam to maximise the value of the heat recovered from the plant, while intermediate-pressure steam can be further upgraded to high-pressure steam to provide plants with more flexibility in meeting downstream operational demands. Thus, MECS® HRS™ technology can offer an ideal, sustainable solution for operators seeking to enhance their plant’s performance while lowering its carbon emissions.




