Sulphur 393 Mar-Apr 2021
31 March 2021
A sustainable approach to tail gas catalysts
TAIL GAS TREATING CATALYST
A sustainable approach to tail gas catalysts
EcoMax™ tail gas catalysts offer a sustainable and cost effective choice for tail gas catalysts. They are made from spent hydroprocessing catalysts, which reduces the environmental and socioeconomic impacts of sourcing fresh cobalt and molybdenum and therefore supports operators’ sustainability goals. B. Visioli of Porocel (a part of Evonik) discusses the benefits of catalyst reuse from hydroprocessing for tail gas treating.
Sustainability is not an empty buzzword in the oil and energy industries today. Corporate environmental initiatives including sustainable practices and concepts like circular economy are not only pursued for image reasons – they allow for real financial benefits and reduce impact on the environment. One way that sustainability is incorporated into the operating strategy of many refineries is catalyst reuse. In fact, more than 30,000 tonnes of regenerated and rejuvenated hydroprocessing catalysts are installed each year in hydrotreating applications. But catalyst sustainability need not be confined to the conventional hydroprocessing units.
From hydroprocessing to tail gas treating
Tail gas treating catalysts and hydroprocessing catalysts are similar in several ways. Both types of catalyst:
- are composed of one or more Group VIII metals (e.g., cobalt, nickel) and one or more Group VIB metals (e.g., molybdenum, tungsten) supported on a carrier material (e.g., alumina, silica, zeolite);
- require conversion to a metal-sulphide state, referred to as pre-sulphiding, to enable activity toward the desired reactions;
- consume hydrogen as a reactant in the desired reactions;
- are available in extruded shapes (e.g., trilobe), although spherical tail gas treating catalysts have been introduced to provide minimal pressure drop.
While there are many similarities, there are also important differences between tail gas treating catalysts and hydroprocessing catalysts.
The quantity of metal (cobalt, molybdenum, etc.) present in hydroprocessing catalysts is commonly greater than that present in tail gas treating catalysts.
In operation, hydroprocessing catalysts are not exposed to species such as SO2 , whereas this is more common in tail gas treating.
The operating pressure is significantly higher in hydroprocessing (up to 2000+ psig/130+ bar) than it is in tail gas treating.
Catalyst reuse enabled by regeneration and rejuvenation
Porocel’s regeneration and rejuvenation technologies help refiners to best leverage the value of their spent catalysts, do not require significant disposal to landfill, and give the active metal components in such a hydroprocessing catalyst a second life1 . In this way, catalyst reuse decreases the refining industry’s dependence on freshly mined metals and preserves finite resources at the same time.
Regeneration converts catalytic metals to their oxide form and recovers as much activity as possible while minimising damage to the catalyst particles themselves. Regeneration processes often recover activity up to 85% of fresh catalyst activity in the same application. Regenerated hydroprocessing catalysts are typically cascaded down to a lower severity unit in place of fresh catalyst.
Porocel’s Excel® rejuvenation is superior to simple regeneration. It improves dispersion of active metal sites on the catalyst by means of a chelating agent, thereby reversing the impact of metals agglomeration. Rejuvenation yields a catalyst which performs very similarly to fresh catalyst in the same application. In some cases, rejuvenation can provide even higher performance than the original fresh catalyst. Because of the higher degree of recovered activity recovery, a rejuvenated catalyst may be loaded into the same application it was harvested from or one of similar severity.
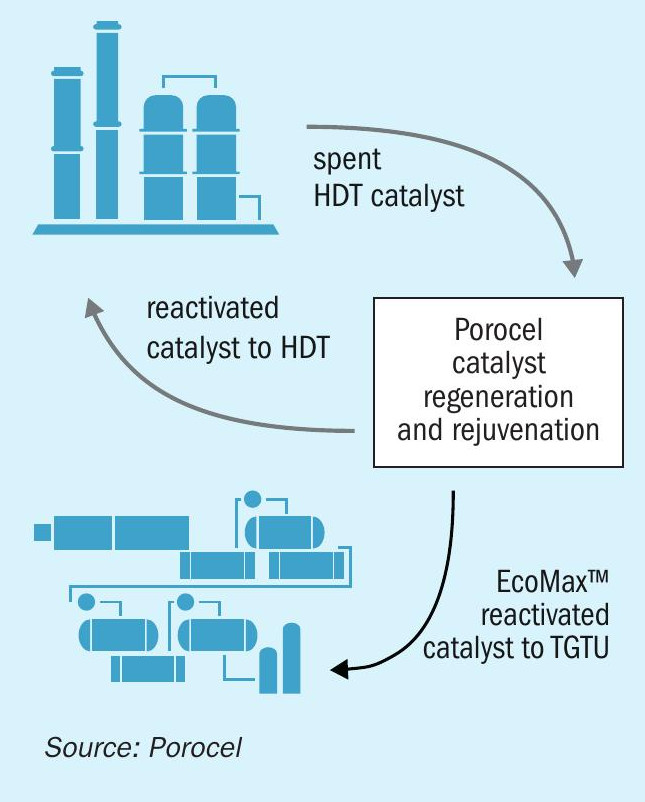
Fig. 1. Shows a schematic of refinery catalyst reuse including EcoMax™ .
Porocel has decades of experience with these catalyst recovery processes and hydroprocessing applications, which is a critical component in the catalyst reactivation and reuse system. Porocel’s expertise ensures that catalyst with the right level of activity and selectivity is properly applied, whether a refiner uses catalysts from their own catalyst reuse pool or purchases the catalyst from Porocel’s inventory of highquality regenerated and rejuvenated hydro-processing catalysts.
Rethinking the source of tail gas hydrogenation catalyst
Tail gas treating catalysts have been available since the 1980s, but there is still room for improvement in this established technology. Porocel’s EcoMax™ catalyst technology leverages decades of catalyst reactivation and reuse experience to extend its benefits to the tail gas treating unit: it treats a spent hydroprocessing catalyst in a catalyst reactivation facility to remove contaminants and to optimise the catalyst for use in a tail gas treating unit’s hydrogenation reactor.
Maximise the retained value of catalyst
When a refiner purchases a hydroprocessing catalyst, the refiner has invested in an asset composed of the materials in the catalyst itself, as well as the technology and research which went into developing that catalyst. The value of this asset does not disappear completely over its active life, nor does it suddenly dissipate at end of run. Typical catalyst disposal methods not only add processing cost, they also fail to leverage the catalyst investment in the best way possible.
Catalyst reactivation and reuse not only reduces the cost associated with catalyst disposal but can even result in a reimbursement to the refiner. Porocel provides a credit to refiners in return for acquisition of their spent catalysts to value the catalysts’ future reuse. EcoMax™ paves the way for new catalyst reactivation and reuse designs.
Reduce expenditure of replacement catalyst
Sulphur recovery facilities operate primarily as a means of environmental control, rather than a strong profit centre, despite elemental sulphur being a critical commodity in today’s technological landscape2 . As such, expenditures related to sulphur recovery are under scrutiny, extending to selection and procurement of catalyst. One obvious benefit of EcoMax™ technology is that it is less expensive than catalyst made from fresh materials. The primary driver for this value improvement is that procurement or production of fresh catalyst substrate and active metals components can be avoided. EcoMax™ catalyst typically yields a 30-50% cost reduction versus fresh catalyst, in addition to the other benefits mentioned here.
Reduce SRU emissions by improving catalyst activity
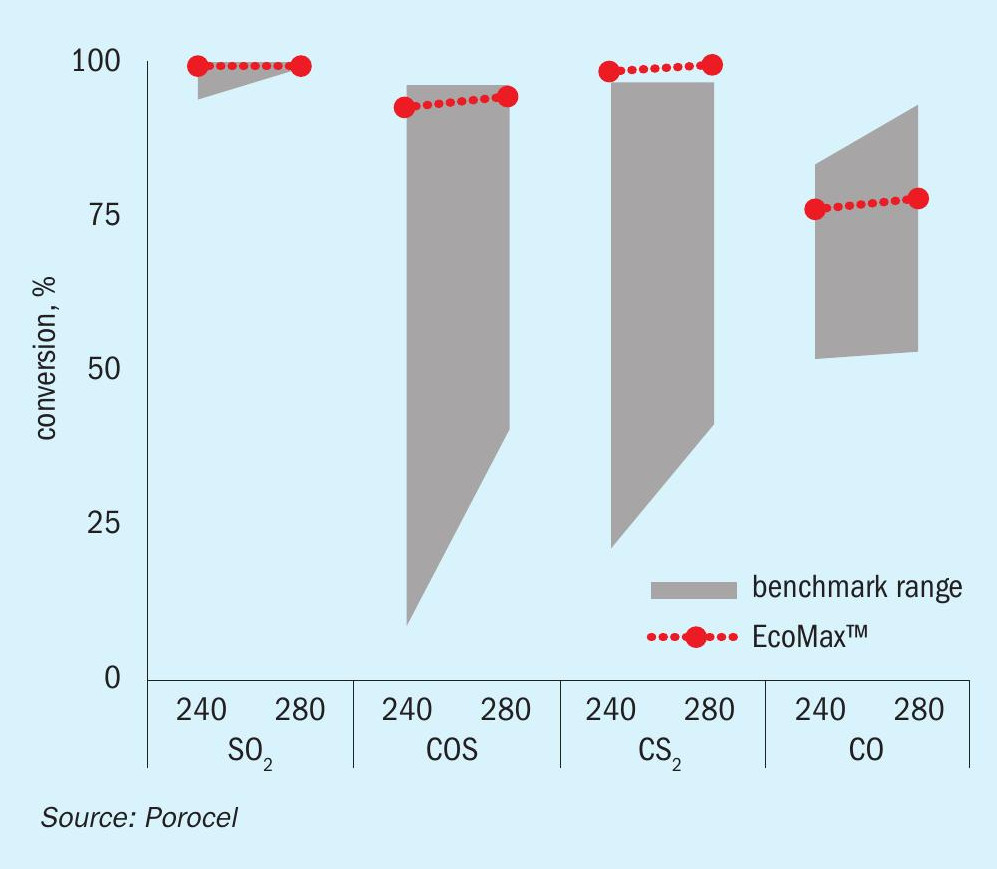
The sulphur recovery unit (SRU) is first and foremost an emissions control unit. A catalyst with high activity will maximise its efficiency and minimise emissions. In particular, the conversion efficiency of COS and CS2 in the tail gas reactor will have a direct impact on SO2 emissions from the sulphur plant incinerator or thermal oxidiser stack. EcoMax™ catalyst performs at least as well as benchmark catalysts at both conventional temperature and low temperature conditions, especially in conversion of these carbon-sulphur compounds.
This is shown clearly in Fig. 2, where conversion achieved with EcoMax™ is substantially above the benchmark range for COS and CS2 . In these experiments, EcoMax™ catalyst was tested at both conventional temperature (280°C/535°F isothermal bed temperature) and low temperature (240°C/465°F isothermal bed temperature) conditions. This corresponds to reactor inlet temperatures of approximately 250°C and 220°C, respectively.
Reduce energy consumption for reactor feed heating
The tail gas treating unit configurations which are most often employed in the oil and gas industry consume a significant amount of energy to reduce emissions by a small percentage3 . The primary benefit of high-activity catalysts is that they may be operated at low temperature to reduce energy requirements. As demonstrated above, EcoMax™ catalysts display similar or greater activity than benchmark catalysts, especially for COS and CS2 conversion, even at low temperature conditions. With this increase in activity EcoMax™ catalyst enables the operator to reduce energy consumption and CO2 emissions from operations at the same time.
Decrease negative environmental and social impacts
The oil and gas industry must ensure that investment and operating decisions are made with environmental considerations. Tail gas catalysts made from fresh materials result in the consumption of a surprising amount of energy: nearly 15,000 pounds of CO2 emitted (CO2 e) per tonne of catalyst produced! Cobalt mining has also come under criticism for inhumane working conditions. “Artisanal mining” in certain regions (estimated to be responsible for more than 10% of the world’s copper-cobalt ore output4 ) exposes workers to a hazardous working environment over long working hours, with little pay5,6,7 .
To manufacture fresh tail gas catalyst, raw materials must be sourced (ultimately from mines), converted into catalyst feedstocks8,5 , and formed into a catalyst. This process is energy intensive and has significant environmental consequences. However, when a catalyst can be reused by the EcoMax™ process, more than 70% of the carbon emissions associated with these manufacturing processes (tens to hundreds of tonnes of CO2 e per reactor) are eliminated.
Case study for a pressure drop-constrained unit
Some sulphur recovery units are constrained by equipment pressure drop. The feed gases to most SRUs are provided only slightly above atmospheric pressure, and this means that a small increase of one psi (a few kPa) of pressure drop can make the crucial difference between normal operation and a unit bottleneck. To prevent these issues, some facilities elect to use a spherical tail gas catalyst with lower pressure drop. Given that EcoMax™ catalysts are extruded, can the cost savings of EcoMax catalyst be realised for a unit constrained by pressure drop?
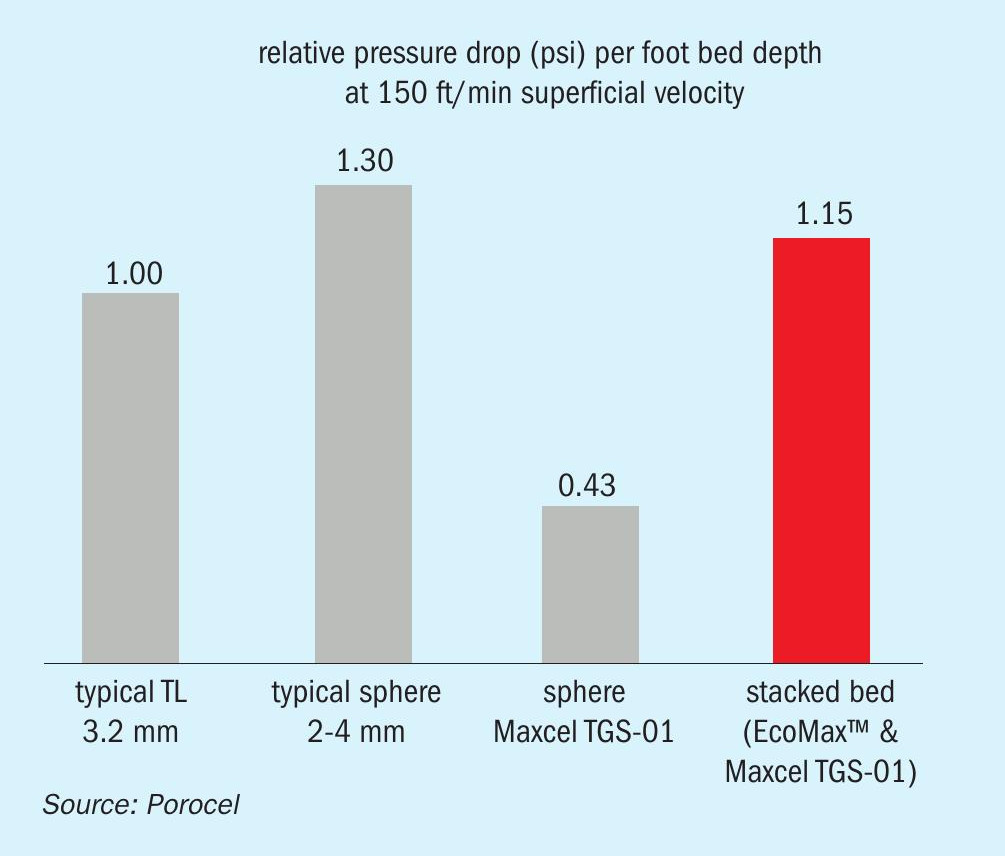
Fig. 3 shows the measured pressure drop at 150 ft/min superficial velocity over two benchmark catalysts as well as Maxcel TGS-01. All else equal, EcoMax™ catalysts will show greater pressure drop per unit bed depth due to their smaller particle size, especially compared to the low-pressure drop tail gas catalyst, Maxcel TGS-01. However, a stacked bed approach may be used to achieve the cost savings of EcoMax™ without sacrificing pressure drop.
In this example, a configuration of 85% EcoMax catalyst plus 15% Maxcel TGS-01 yields a pressure drop within the range of the benchmark catalysts. It is estimated that even with the supplement of Maxcel TGS-01 fresh catalyst, a cost savings of 20-40% can still be achieved.
New low temperature TGT catalyst from Süd-Chemie
HDMax® 230 is the 3rd generation low-temperature CoMo-type hydrogenation catalyst from Süd-Chemie (a Clariant Group Company), specially designed to ensure long and trouble-free operation of tail gas treatment (TGT) units. HDMax® 230 hydrogenates all sulphur species at low temperature, including SO2 , CS2 , COS and Sx, while CO is converted to CO2 via the water gas shift reaction and can be applied to most sulphur removal technologies.
One of the most unique attributes of HDMax® 230 is its ability to attain the required activity with significantly lower amounts of metals compared to most other catalysts in the industry for the same application, thus providing high performance benefits with minimal utilisation of natural resources.
HDMax® 230 can also be used as a drop-in in conventional high temperature applications and benefit from significant energy savings.
In accelerated aging tests catalyst was exposed to a steam-to-gas ratio of 1.0 at elevated temperature of 500°C for hydro-thermal aging for three cycles. In actual operation, catalyst is unlikely to be exposed to such extreme conditions, however, for developmental purposes extreme conditions were considered to ensure that the catalyst is able to withstand any unforeseen process upsets. The COS conversion achieved was >95% for aged HDMax® 230 compared to 97% for fresh catalyst.
In pilot tests for CO conversion via the water gas shift reaction HDMax® 230 achieved an outlet analysis of 0.048 (wet mol-%) or 0.072 (dry mol-%), which were close to CO equilibrium.
HDMax® 230 catalyst sulphiding at lab scale is carried out at a low temperature of 240°C, since TGTUs designed for low temperature are unlikely to sulphide catalyst at temperatures higher than 280-300°C. The performance evaluation was as expected with a % COS conversion of approximately 97%. There are a number of operating plants where the second stage sulphiding was carried out at 227°C and 233°C and they are performing satisfactorily.
The unique formulation of HDMax 230® provide several performance and commercial benefits:
- enhanced activity due to a proprietary doped promoter at low temperature of 220°C;
- optimum metals loading ensuring very high surface dispersion;
- stabilised carrier to resist thermal aging to prolong catalyst life;
- custom tri-axial shape to maximise geometric surface area and lower pressure drop;
- outstanding physical strength to withstand operational upsets;
- reduced preheat temperatures for energy optimisation.
To date, HDMax® 230 has been operating in multiple units for over five years. New charges of HDMax® 230 are likely to start up by mid-2021 at Indian Oil Corporation Limited (IOCL), Hindustan Petroleum Corporation Limited (HPCL), Bharat Petroleum Corporation Limited BPCL) and Mangalore Refinery and Petroleum Ltd (MRPL). HDMax® 230 is currently operating in SRUs licensed by Black & Veatch, Engineers India Limited and KT – Kinetics Technology, and by mid-2021, in many other technologies.
References