Sulphur 393 Mar-Apr 2021

31 March 2021
Sulphur recovery using WSA technologies
SULPHUR REMOVAL FROM ACID GASES
Sulphur recovery using WSA technologies
Wet sulphuric acid technology when used as tail gas treatment for a Claus unit, or in place of a Claus unit with amine-based tail gas unit, brings many benefits if there is a market for the sulphuric acid and steam. A new alternative is to have a WSA unit in combination with a Claus unit and to recycle the acid to the Claus unit for higher sulphur recovery efficiency.
Most new oil and gas field discoveries today are sour and require a certain amount of cleaning up as part of the process to bring products to market. Sulphur continues to be a significant byproduct from oil and gas upgrading in both refining, gas plants and various other processes. Although sulphur is a product in its own right, for many in the oil and gas industry, it is regarded as a waste product.
Sulphur emissions standards for hydrocarbon products and in general continue to tighten, covering emissions from refineries, gas plants and production facilities. For example, current World Bank standards prescribe that Claus installations in refineries should emit no more than 150 mg/Nm3 sulphur dioxide, corresponding to a sulphur removal efficiency of 99.9+%.
Operators are striving to meet emission standards at minimum capital and operating costs by using optimised technology, but are also looking to reduce their carbon footprint. Unfortunately, a reduction in carbon footprint doesn’t go hand in hand with a reduction in sulphur emissions and it’s the last few points of a percentage for higher SRE where the costs escalate.
In order to reach sulphur recovery efficiencies of 99.9+%, a very effective tail gas treatment unit (TGTU) is required downstream of the Claus unit. The Claus process with conventional tail gas treatment typically comprises a two-stage catalytic Claus plant combined with a hydrogenation and amine-based tail gas treating unit, sometimes referred to as a BSR/amine plant, or SCOT plant. The TGTU hydrogenates all remaining sulphur compounds to H2 S and then uses an amine system to capture and recycle the H2S.
Amine-based TGTUs are relatively expensive to install as well as to operate, and involve high energy consumption for amine regeneration and final H2 S incineration. This leads to high compliance costs and unfavourable CO2 footprints.
There have been incremental improvements to the amine-based tail gas treating processes over the years, as well as improvements to the amines used, e.g. increased H2 S selectivity often using proprietary amines, but the process remains largely the same.
Alternative technologies are available that offer lower capex and opex. One example is SuperClaus technology from Comprimo, part of the Worley Group, which can be coupled with caustic scrubbing to achieve very low sulphur emissions. Capex is lower, but there is an additional waste stream, mainly sodium sulphate in water, which has associated disposal costs. This option may be suitable for smaller plants (up to 300 t/d), but is not ideal for larger plants.
Haldor Topsoe’s Wet gas Sulphuric Acid (WSA) process also offers an alternative tail gas treating technology. The WSA process dates back to 1980 and around 165 units have been licensed.
TopClaus® combining Claus and WSA technologies
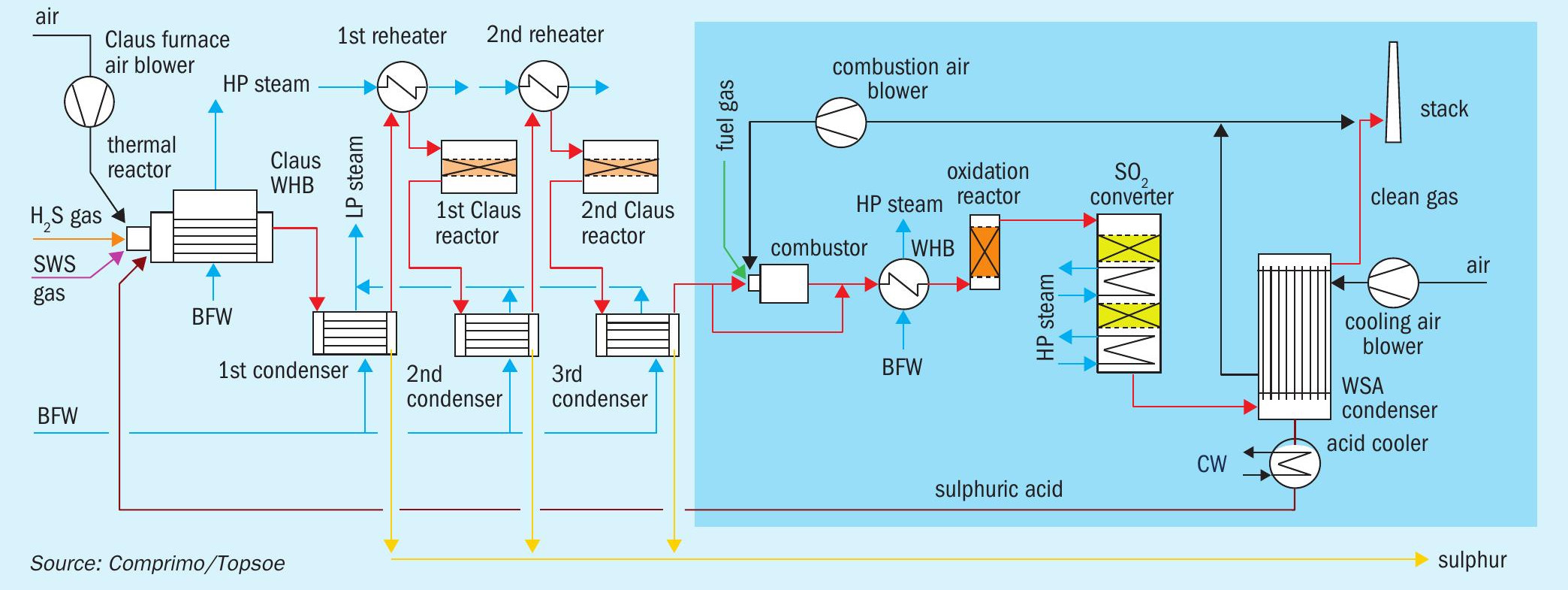
The new TopClaus® technology developed by Haldor Topsoe and Comprimo combines Claus and WSA technologies (Fig. 1). Using a WSA tail gas unit with acid recycling reduces energy intensity but still maintains the sulphur recovery in excess of 99.9%. Equipment count, capex and carbon footprint are all reduced. The product is still sulphur, but with enhanced operational benefits.
In the TopClaus® process, sour gas is treated in a simple conventional two-stage Claus unit with 95-97% SRE to produce elemental sulphur. The tail gas from the Claus unit proceeds to the WSA unit, where the remaining sulphur compounds are removed to yield a total SRE of more than 99.9%.
The small amount of sulphuric acid produced is then returned directly to the thermal reactor of the Claus unit to be reprocessed to elemental sulphur. This makes it possible to have all sulphur product in the form of elemental sulphur. It is also possible to extract more or less of the sulphuric acid as product if there is a need for it locally.
Sulphuric acid is a very effective oxygen carrier, which means the size of the Claus unit can be reduced compared to a Claus unit with a traditional amine-based TGTU, thus significantly reducing Top-Claus® capex.
The following reactions compare the amount of dilution gas in the overall Claus reaction with air, pure oxygen and sulphuric acid:
Overall Claus reaction with air
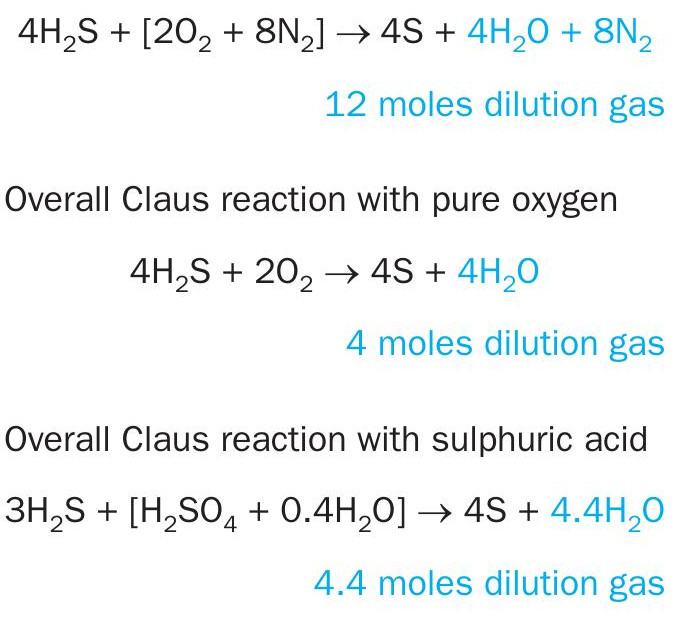
As shown in the reactions above, in the overall Claus reaction with air there are 12 moles of dilution gas. Using pure oxygen instead of air removes the nitrogen leaving just four moles of dilution gas. Finally, recycle acid is an excellent oxygen carrier and leads to only 4.4 moles of dilution gas and so also facilitates reduction of air demand by about 20%. In addition, compared to a conventional TGTU there is no CO2 in the recycle stream to the Claus thermal reactor.
The Claus thermal reactor chemistry with sulphuric acid (H2 SO4 ) has been demonstrated by Alberta Sulphur Research Ltd (ASRL) and verified by dynamic CFD modelling by HEC Technologies:
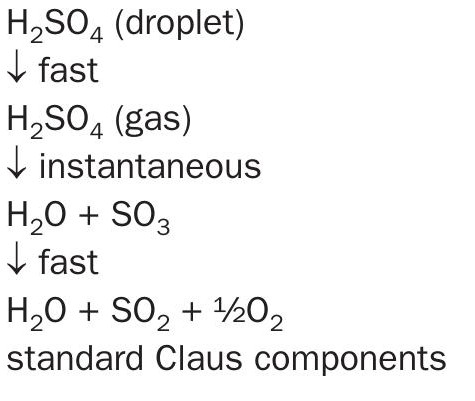
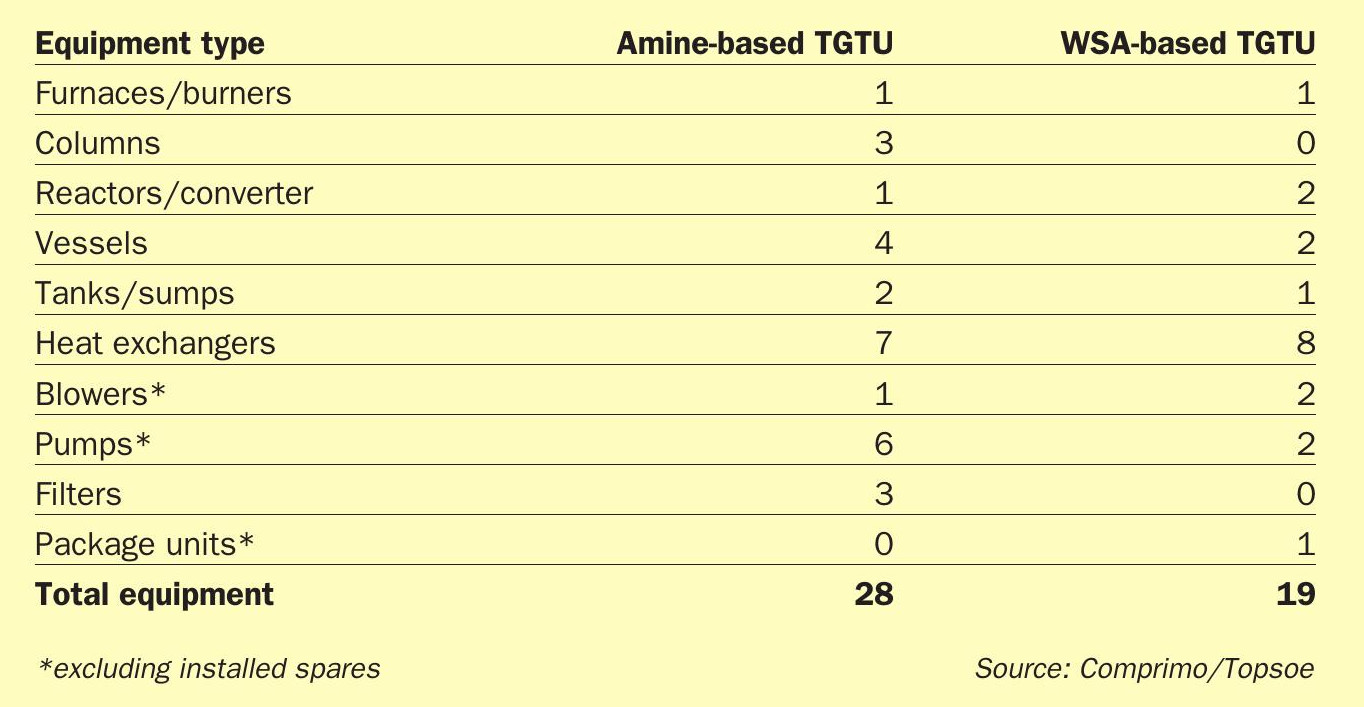
Table 1 compares the equipment count for an amine-based TGTU with a WSA-based TGTU (TopClaus® ).
As shown in Table 1, the WSA-based TGTU has nine fewer items of equipment, but perhaps the most pertinent is the removal of the three columns, a good indication of lower capex for the WSA-based TGTU.
TopClaus® case study
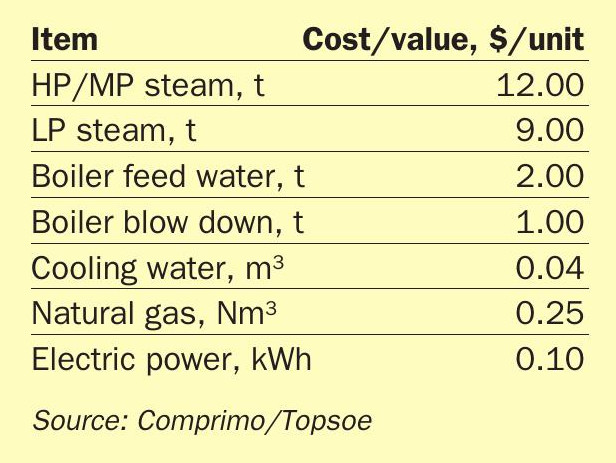
To quantify the capex and opex savings of TopClaus® , consider the following case study for a typical greenfield oil refinery SRU with a capacity of 270 t/d treating typical refinery feed streams of amine acid gas and sour water stripper off gas. A sulphur recovery of 99.9% was required and TopClaus® was compared with conventional design. An acidified MDEA was used for the conventional design so the benefits of that over generic MDEA were already accounted for. A Class 4 Factored Estimate was prepared on a US Gulf Coast basis (see Table 2).
The cost estimate considered facilities only within the SRU (ISBL), based on 8,500 operation hours per year. Common factors were excluded, for example, site preparation. Sulphur product value was also excluded as it was common for both configurations.
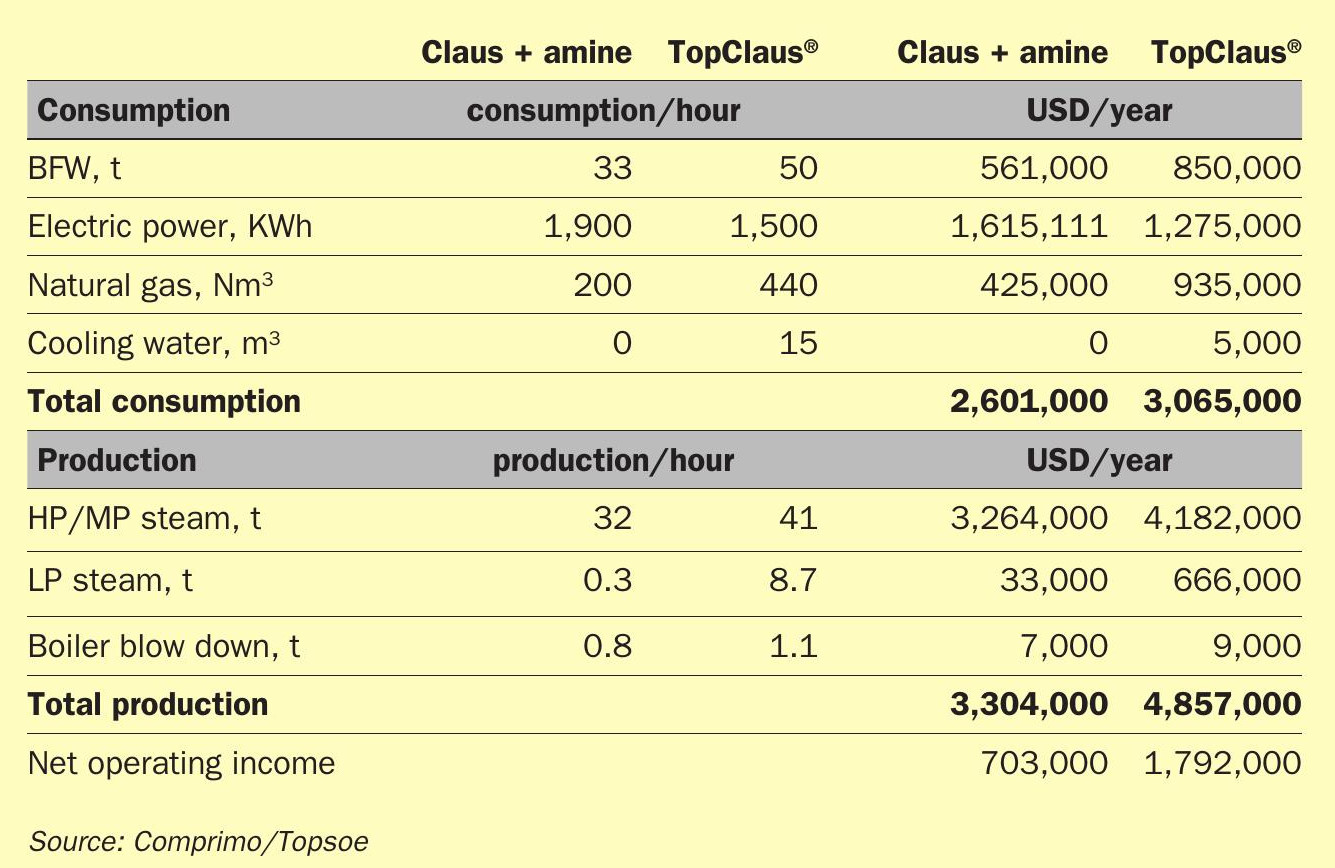
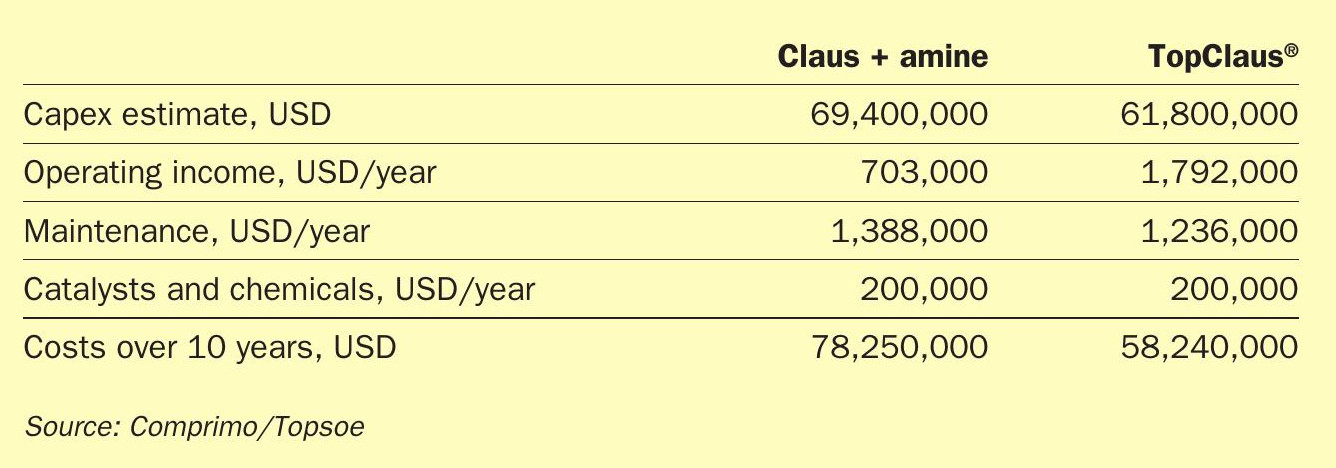
The results were striking and are detailed in Table 3, covering utility production/consumption, and then monetised in Table 4 to give capex and opex over ten years.
TopClaus® consumes more natural gas, BFW and cooling water, but this is almost offset by the reduction in use of electric power, i.e. $3.0 million per annum vs $2.6 million pa for all consumptions. On the production side, TopClaus® produces much more steam giving an overall production figure of $4.9 million pa vs $3.3 million pa. Overall, operating income for TopClaus® is just over $1 million pa greater than that for the conventional design.
The capex for the TopClaus® configuration is $61.8 million vs $69.4 million, giving a saving of 11%, (and up to 30% if generic MDEA were used in the conventional technology), add to this opex savings over ten years, this gives a saving of $20 million.
TopClaus® achieves a sulphur recovery equivalent to the conventional design, it’s a simpler process with fewer parameters to control, and the economic benefits are substantial. The Claus unit itself will be smaller due to the recycle and oxygen carrying capacity of the acid.
Additional flexibility can be provided by producing a small sulphuric acid stream, which could be useful in a refinery application, although there would need to be special circumstances to progress this route. Maintaining a single product stream is preferable in virtually all applications.
Brownfield application, i.e. revamps, provide unique opportunities, with perhaps limited space, a need for marginal increased capacity, and a requirement to meet increasingly tight emissions specifications. The WSA section usually does not require additional manpower for operation; it is compact, and it requires minimum shutdown time to incorporate.
Application to natural gas plant SRUs also affords some enhanced benefits for TopClaus® :
With a conventional TGTU:
- significant CO2 in feed reduces furnace temperature and increases size of conventional TGTU;
- CO2 co-absorbed in TGTU absorber is recycled to inlet of Claus unit;
- TGTU amine requires leaner loading to allow CO2 “slip”.
With TopClaus:
- all CO2 passes through to stack;
- smaller recycle Æ smaller SRU.
In summary, the key benfits of TopClaus® are:
- simple, robust and efficient combination of proven technologies with integration demonstrated by ASRL;
- >99.9% sulphur recovery;
- all sulphur product in the form of elemental sulphur, with the option of sulphuric acid for use or sale if desired;
- smaller Claus unit due to sulphuric acid recycle;
- no waste streams;
- suitable for greenfield projects as well as revamps;
- high thermal efficiency with HP steam export;
- 10-30% lower capex compared to Claus unit with amine-based TGTU;
- no energy required for regeneration of amines and tail gas incineration, resulting in significantly lower opex, leading to a more attractive NPV and also reduces CO2 footprint.
ECOSA® as an alternative solution to Claus
ECOSA® is a wet sulphuric acid technology widely applied in different industries, including but not limited to refineries, coal gasification, metallurgical, coal coking, and viscose fibre production. A typical flow diagram for the ECOSA® process is shown in Fig. 2.
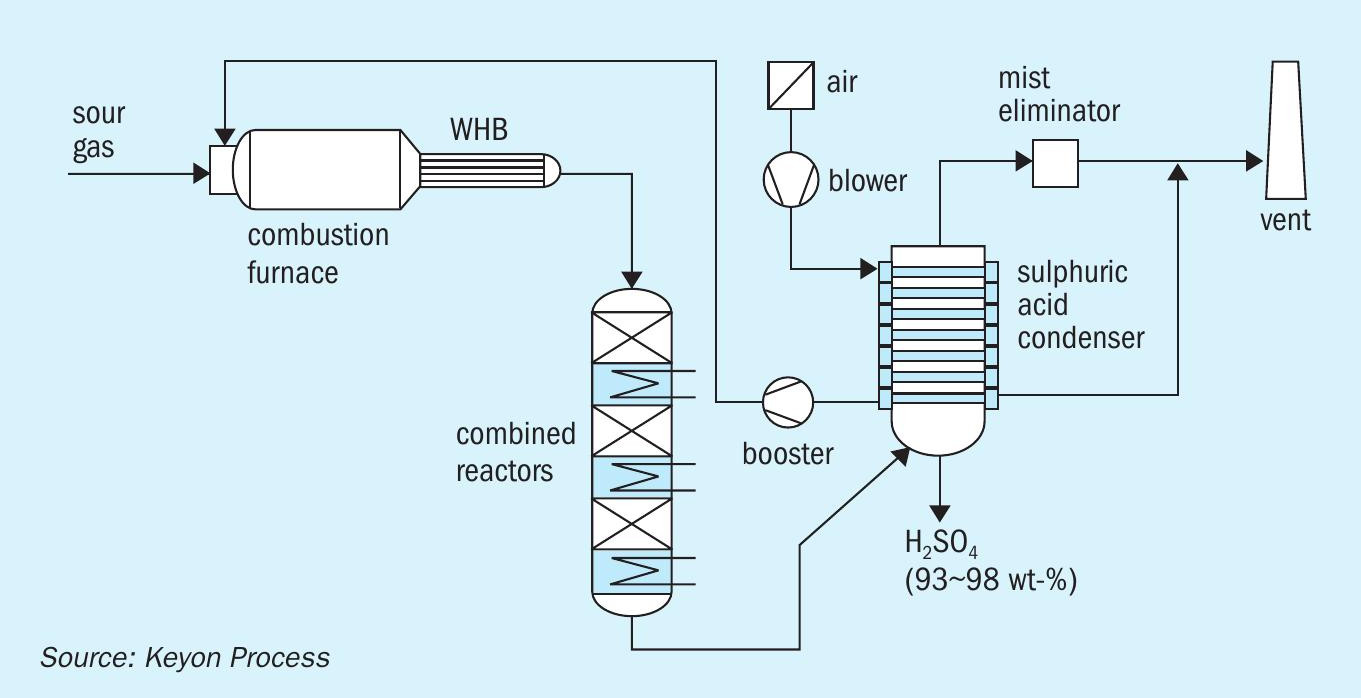
Fig: 2: Typical ECOSA® process
To date, more than 40 ECOSA® reference projects have been awarded to Keyon Process, most of them are functioning as an alternative solution to the Claus process, providing a number of benefits due to the following:
- Since the Emission Standard of Pollutants for Petroleum Chemistry Industry (GB 31571) and the Emission Standard of Pollutants for Petroleum Refining Industry (GB 31570) were promulgated in the year 2015, the tail gas emission requirements in China have become much more stringent. SO2 <– 100 mg/Nm3 , NOx <– 50 mg/Nm3 and acid mist <– 5 mg/Nm3 are commonly required.
- Claus technology is listed as a key regulated hazardous chemical process by the Chinese government. A standby spare plant is normally required which increases the capex to more than a single ECOSA® plant.
- The Chinese government restricts coal consumption in coastal areas and chemical plants, especially refinery plants, have a strong demand for high quality superheated steam. ECOSA can therefore bring the client practical benefits.
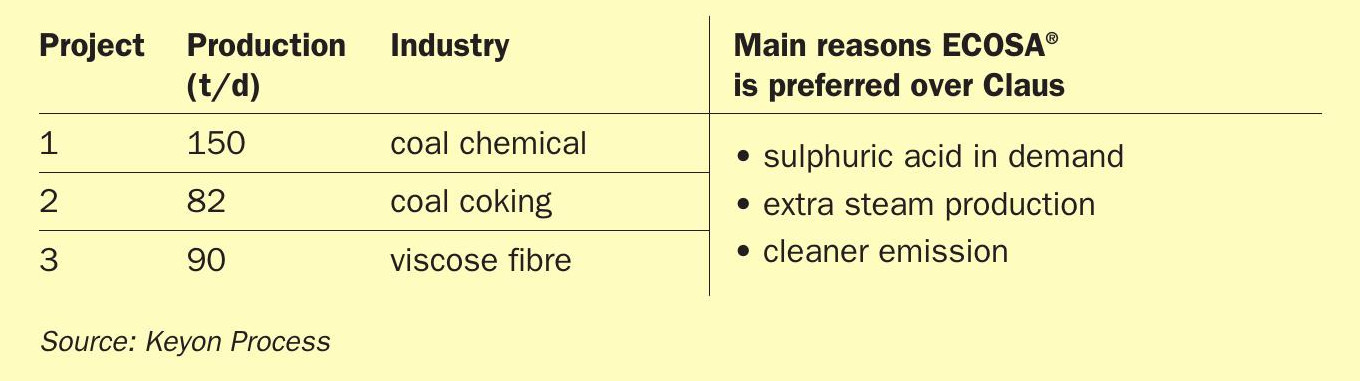
Table 5 shows a selection of projects from the past three years where ECOSA® was chosen over Claus.
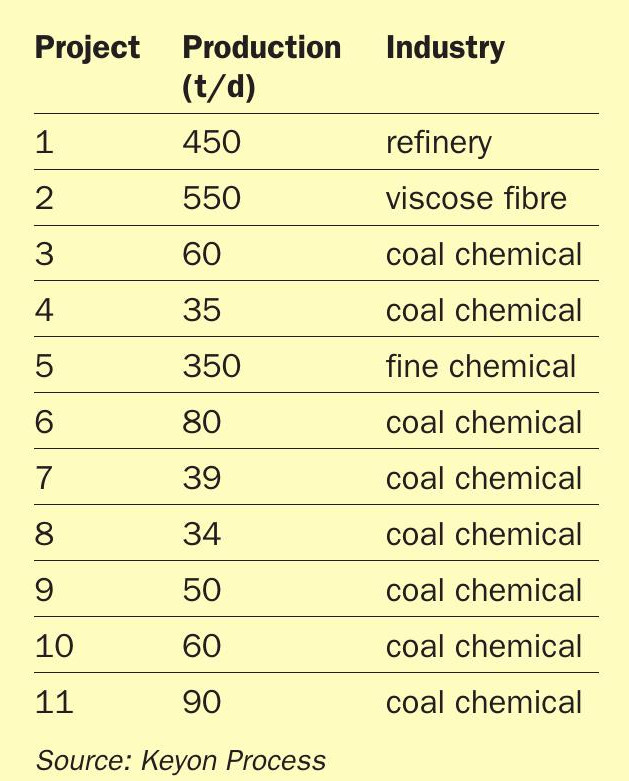
Table 5: Recent ECOSA® projects
The main reasons ECOSA® is preferred are:
- greater steam production;
- sulphuric acid in local demand;
- cleaner emissions;
- capex and opex.
The first two projects listed are described below.
Yatong ECOSA® project
In 2017, Yatong refinery, located in the Shandong province of China, chose ECOSA® instead of Claus to be used in the sulphur recovery unit for its brand new 3 million t/a heavy oil hydrocracking plant.
The 150,000 t/a (450t/d) new wet sulphuric acid ECOSA® unit, capable of treating both the sour gas from the hydrocracking process as well as regenerating 2.5 t/h spent acid discharged from the alkylation plant in the same refinery, has been running smoothly since early 2018 with an annual on-stream rate of more than 95%.
The reason Yatong refinery chose the wet sulphuric acid process instead of Claus for this project was mainly because the refinery had an existing 15,000 t/a Claus + SCOT plant running since 2010, with the following problems and demands:
After a few years of operation, the hydrogenation unit of the SCOT unit was running at low efficiency and channelling in the catalyst bed had formed shortcuts for the SO2 flow which led to sulphur forming in the downstream equipment, blocking the strainer on the inlet line of the pump, which is located by the quench tower of the SCOT unit.

The SO2 content in the SCOT off-gas was around 700-800 mg/Nm3 , far greater than China’s latest emission requirement of 100 mg/m3 in China.
The refinery plant has increased demand for high quality superheated steam. In addition, the client has an alkylation plant which requires fresh H2SO4 as raw material.
Since 2018, the 450 t/d ECOSA® unit has brought the following benefits to the owner:
- The 924 t/d (400°C, 4.0 MPa) steam production capacity of the ECOSA® unit is nearly double that which could have been provided by a similar scale Claus unit.
- The ECOSA® unit achieves clean tail gas emissions: SO2 <– 100 mg/Nm3 , NOx <– 50 mg/Nm3 , acid mist <– 5 mg/ Nm3 .
- Spent acid discharged from the refinery alkylation plant is regenerated to fresh H2SO4 by the same ECOSA® unit.
Jinkun ECOSA® project
A more recent case is the Jinkun chemicals ECOSA® plant, a sulphur recovery unit to treat H2 S sour gas emitted from the main CS2 plant located in Hebei province. The plant has a production capacity of 180,000 t/a (550t/d) sulphuric acid and the operation of the ECOSA® unit has been running smoothly since early 2020 without shutdown.
The owner chose wet sulphuric acid technology rather than Claus to build this fairly large-scale sulphur recovery plant, mainly because sulphuric acid product is an essential chemical raw material for the local industry, and nearby factories have a strong demand for steam.

Since the start-up of the unit in early 2020, there was a period when there was not enough H2 S produced from the upstream plant, so the owner used sulphur and low pressure steam as feed to produce fresh concentrated sulphuric acid and high quality superheated steam. The operation lasted for about half a year and brought continuous benefits. It also proves that ECOSA® is adaptable to different sulphurous raw materials. The Jinkun 550 t/d ECOSA® plant has a steam production capacity of 1,100 t/d (@400°C, 4.0 MPa), with SO2 <– 100 mg/Nm3 and acid mist <– 5 mg/Nm3 in the final tail gas.
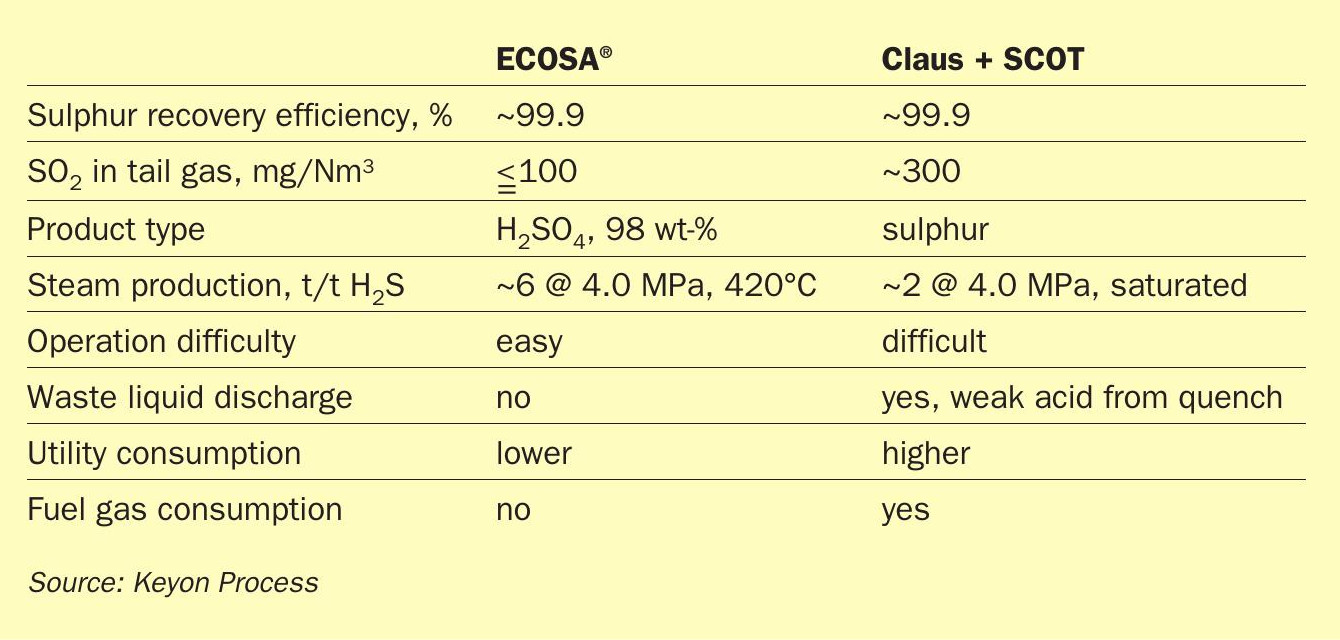
Comparison between ECOSA® and Claus + SCOT
Table 6 shows the key benefits of ECOSA® compared to Claus + SCOT.
As shown in the table, compared to the Claus + SCOT process, the wet sulphuric acid ECOSA® process is simpler in process flow, lower emissions, smaller footprint, better operability with no secondary pollution. Moreover, Claus + SCOT consumes fuel gas and hydrogen during normal operation, while ECOSA® does not.
The main economic advantages of ECOSA® over Claus + SCOT are twofold:
- Better for energy conservation – the ECOSA® process generates a larger amount of high-quality steam (generally, @4.0MPa, 400°C) compared to an equivalent Claus + SCOT unit.
- Lower operational cost, mainly because ECOSA® process does not consume utilities such as hydrogen, fuel gas and steam, which are always required in Claus + SCOT units.
ECOSA® as tail gas treatment unit for Claus process
Besides the projects in which the ECOSA® wet sulphuric acid process has fully replaced the Claus process, Keyon Process currently has three ECOSA® projects in the development stage, in which ECOSA® will be used as a tail gas treatment unit for the upstream Claus units (see Table 7).
Feihong ECOSA® project
Feihong is a coal coking company in the coal-rich Shanxi province. The Company has an existing 70,000 t/a Claus + SCOT plant that uses H2 S sour gas coming from the Rectisol unit to produce elemental sulphur.
Due to the problems of high SO2 emissions and sulphur blocking in the existing Claus + SCOT plant, the company has decided to revamp the Claus tail gas treatment unit, and has made a decision to build a new 82 t/d ECOSA® unit downstream of the Claus unit, in order to fully replace the old SCOT unit, meanwhile utilising Claus tail gas to produce sulphuric acid.
The sulphuric acid product will mainly be used by the waste water treatment unit at the site, for adjusting pH values of waste water. And the estimated 160 t/d steam @400°C, 4.0MPa by-product of ECOSA® will converge with the site steam supply network, saving a considerable amount of energy consumption.
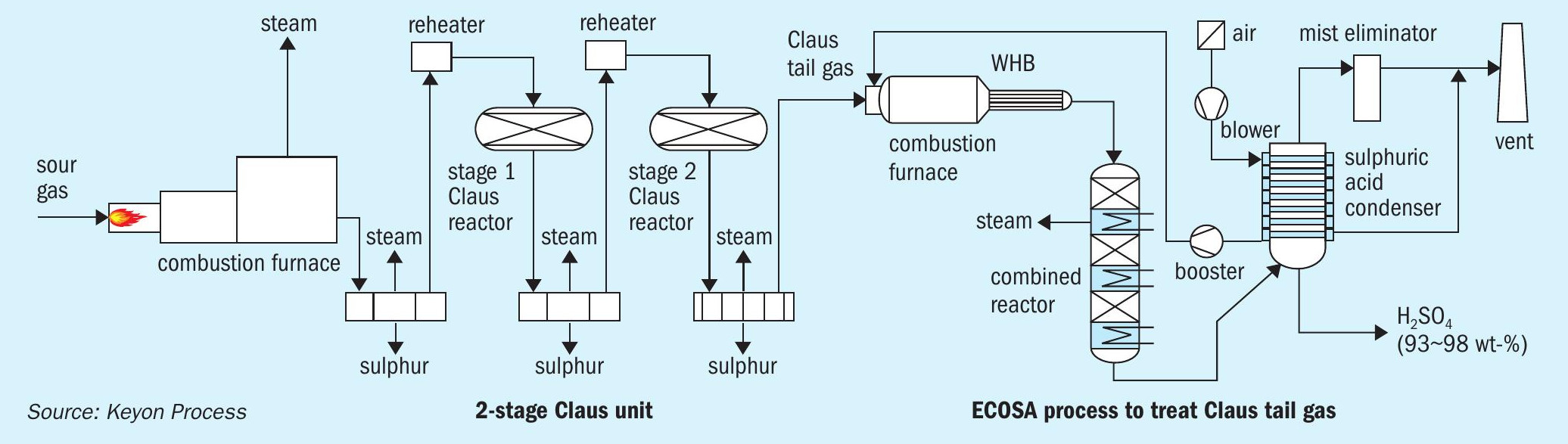
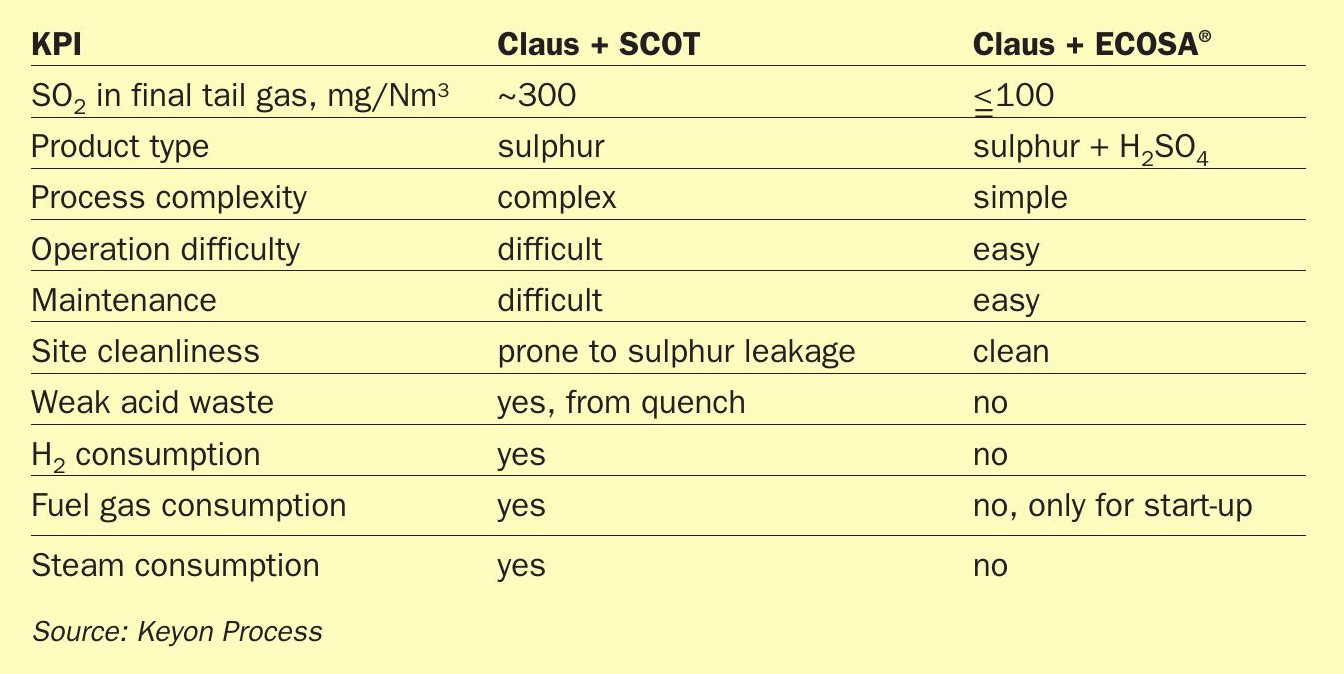
Claus + ECOSA® advantages
When applied as a supplementary tail gas treatment unit for Claus (Fig. 3), ECOSA® unit has a number of advantages over SCOT unit in terms of SO2 emission, nil consumption of hydrogen and steam, plus producing sulphuric acid and steam (see Table 8).
Oxysulf technology with and without Claus
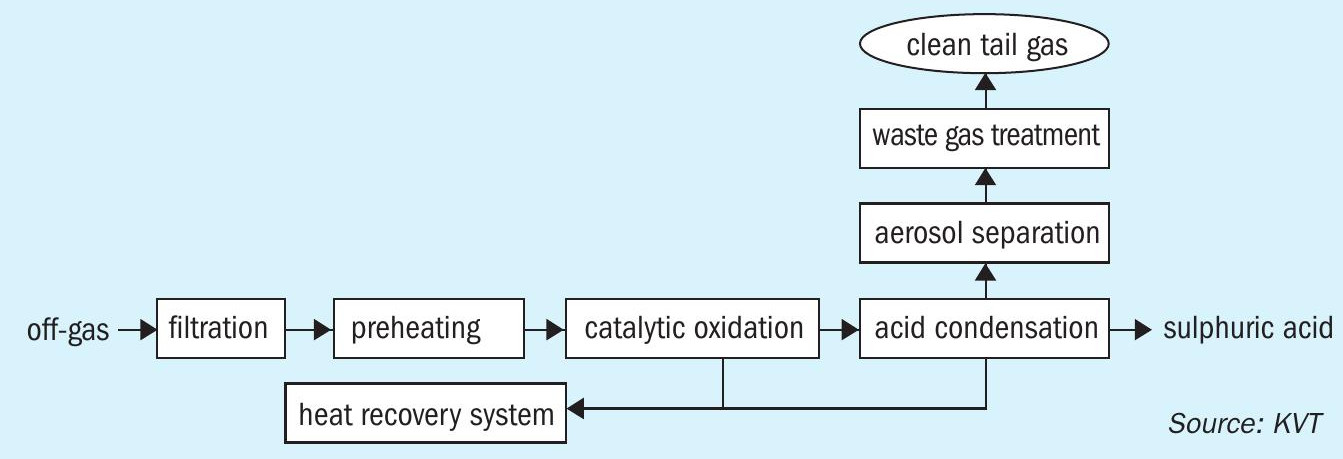
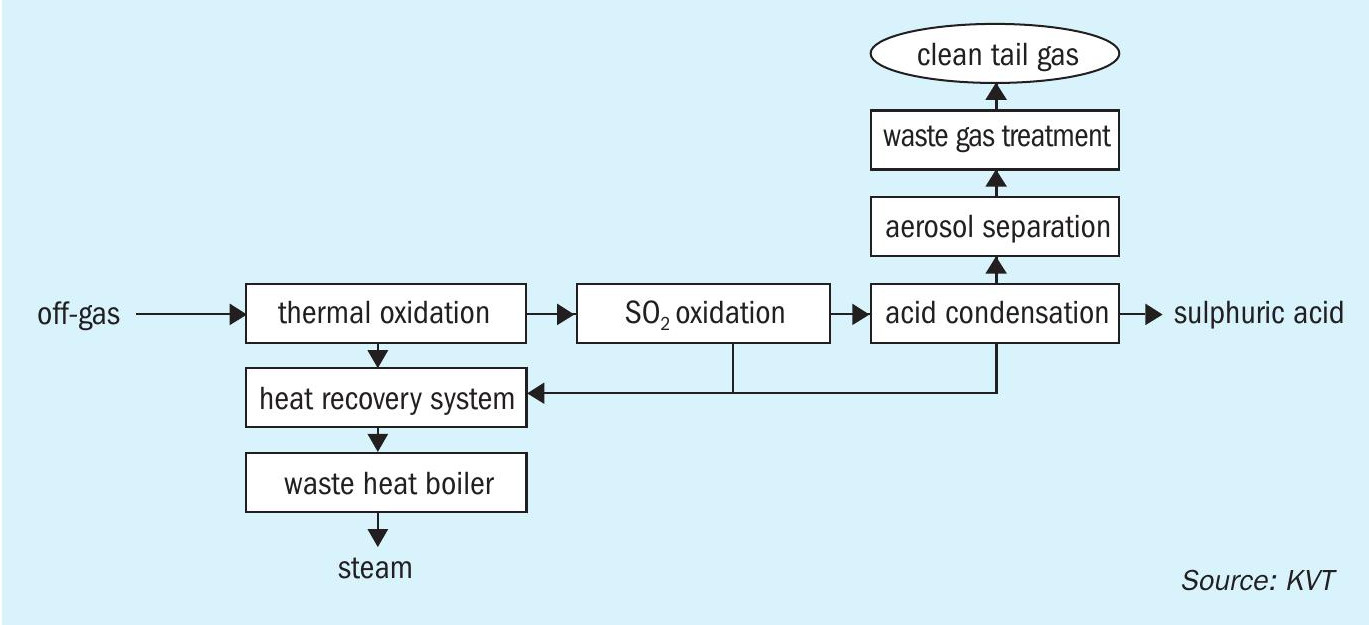
Oxysulf technology is an innovative wet process from Kanzler Verfahrenstechnik GmbH (KVT Technology) to produce sulphuric acid from off-gases containing sulphur-bearing compounds.
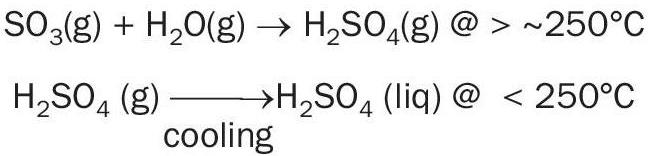
Oxysulf has the same chemistry as other wet sulphuric acid processes. Sulphur trioxide gas in the presence of steam forms gaseous sulphuric acid that is condensed by cooling to form liquid sulphuric acid. Depending on the concentration the acid dewpoint is typically 180-250°C.
However, what differentiates Oxysulf from other processes is the mechanics it uses. In other technologies mist generation and separation take place inside glass tubes and the conversion rate is increased by double condensation, which requires cooling and reheating of the gas stream. By contrast, in KVT Oxysulf technology mist generation takes place in a concentration column with mist separation in a WESP. The conversion rate is increased by the tail gas reactor which operates at the same temperature as the WESP, which means no heating is required.
Key benefits of the Oxysulf technology include:
- Sulphuric acid produced as a second product ready for use in other processes;
- Oxysulf replaces further tail gas treatment;
- SO2 < 50 mg/Nm³; H2 SO4 aerosol < 3mg/ Nm³ l high overall conversion of sulphur components up to 99.9%;
- lean sulphur-containing streams can be fed to the process to increase the efficiency (e.g. from sour water stripping);
- no further consumables are required like NaOH, peroxide etc.;
- high energy efficiency.
Oxysulf has different plant configurations depending upon the feed type (clean or dirty, liquid or gaseous), feed composition (type and concentration of sulphur compounds e.g. H2 S, CS2 , COS, SO2 ) and emission requirements.
In cases where concentrated sulphuric acid is requested Oxysulf may be used as tail gas treatment after the Claus process (see Fig. 4) or may even be used as a replacement to the Claus process (Fig. 5). Alternatively, if Oxysulf is used in combination with the Claus process and sulphuric acid is not required it can be retrofitted into the Claus process.