

Sulphur 397 Nov-Dec 2021

30 November 2021
Longer lived refractory linings
REFRACTORIES
Longer lived refractory linings
As sulphur recovery units operate at progressively higher temperatures, creep stress in the furnace refractory lining can lead to deformation or even failure of the bricks and require the shutdown of the SRU. UK-based DSF Refractories have developed a product which minimises creep stress damage at high temperatures, for a longer-lived furnace lining.

The Claus process converts hydrogen sulphide into elemental sulphur in two steps. The first step is the high temperature reaction furnace, where H2 S in the gas stream is burnt in air or oxygen to convert a stoichiometric portion of it into sulphur dioxide. The second step is a series of reactors and condensers where the SO2 reacts with the remaining H2 S to produce sulphur and steam. The overall reaction scheme is:
The initial combustion of H2 S to SO2 is accomplished at very high temperatures, typically above 1,000°C. The reaction vessel is thus lined with a refractory material to protect the vessel itself, which must endure a severe thermo-mechanical and thermo-chemical environment. Traditionally, SRU refractory linings have been based on alumina (Al2 O3 ). Alumina is one of the most chemically stable oxides, in both oxidative and reducing atmospheres, as well has having good strength and hardness.
Aluminas
There are numerous types of alumina; aluminium oxide can exist in several different crystal forms, though the hexagonal close packed alpha phase is almost exclusively used for ceramics because of its density and heat stability. Various additives can be added to alumina to promote high densification. Talc (MgO) may be added to promote the formation of a liquid phase, but at certain levels can inhibit grain growth during alumina sintering which can reduce the relative rate of coarsening to densification. Other sintering additives include CuO or TiO2 and work by causing more vacancies in the alumina lattice. These vacancies promote diffusivity and increase diffusion rates.
The percentage of alumina content in an alumina refractory can dramatically alter its properties. At the highest rates of Al2 O3 content (>99%) there is corundum, which is the hardest form with the highest strength and resistance to erosion. However, it can be brittle and vulnerable to heat stresses, and is mostly used for low temperature or harsh wear applications. Alumina for SRU use is typically around 90% aluminium oxide, although sometimes as high as 94-95%. Lower levels of alumina are found in mullites, which are mixes of alumina and silica and contain around 70% alumina. They have the advantage of low levels of impurities, excellent volume stability and high resistance to loading in high temperatures. Finally, sillimanite refractory has an alumina content of between 50-60% with higher levels of silica than mullites. Sillimanite refractories have low creep and high refractoriness under load, and are widely used in the glass, iron and steel, petrochemical, electrical, cement, and non-ferrous metal industries.
Creep resistance
The traditional materials for SRU linings are based on 90% alumina and generally operate well. However, there has been a tendency towards higher operating temperatures for SRUs in recent years, both to cope with leaner acid gas streams, and to ensure the destruction of benzene, toluene and xylene (BTX) in the feed gas, as well as ammonia and other potential contaminants, but also via the increased use of oxygen enrichment to allow higher throughputs. BTX destruction requires temperatures of >1,200°C. Oxygen enrichment can push operating temperatures to 1,500°C or more; in reaction furnaces with 40% oxygen enrichment, steady temperatures of 1,490°C can be achieved, and a system running at 60% O2 enrichment can increase the operating temperature to 1,510°C.
These temperatures still pose no significant threat to the stability of typical alumina linings. However, where there are abnormal process temperature excursions upwards from this level, even if sporadic and short term, they can lead to creep deformation in the most mechanically stressed parts of the lining (e.g. the top of the furnace). Multiple excursions can lead to deformation or even failure of the lining and subsequently limit the length of an operating campaign.
Frimul FX
DSF Refractories & Minerals have long supplied premium grade re-bonded fused mullite refractories for long campaigns (up to 20 years) in the glassmaking industry. The bricks are used to form sprung self-supporting crown structures, in which they are subjected to temperatures up to 1,650°C and therefore must have intrinsic thermo-mechanical stability, that is, creep deformation resistance.
Following anecdotal reports of SRU linings failing prematurely, and taking into consideration the views of industry experts, DSF Refractories therefore decided to use their experience in these materials to develop a creep resistant mullite specifically for SRU linings. The remit for this product was to exhibit minimal creep deformation at 1,650°C. Frimul FX is fired to 1,700°C in batch intermittent kilns which ensures extensive solid-state bonding throughout the brick matrix. This in turn imparts structural integrity at high temperatures and loads. While Frimul FX is a derivative of a predecessor product; DSF Frimul F, the latter with proven thermo-mechanical stability over many years, it is nevertheless also a significant step forward in materials design. Frimul FX is 75% alumina, which fully converts to 95% crystalline mullite on firing.
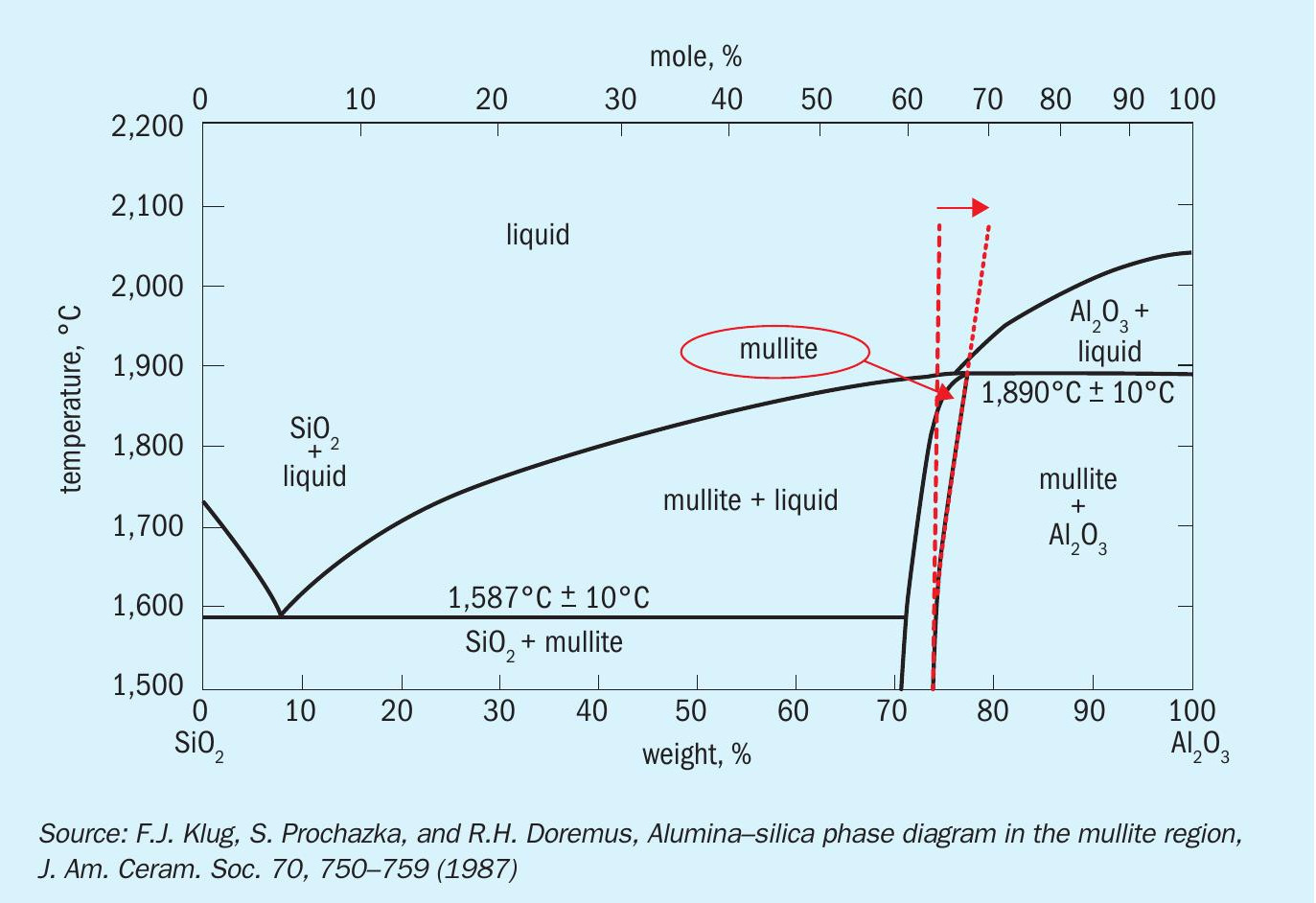
Following extensive research, the binary phase diagram (Al2 O3 :SiO2 ) for these materials (Figure 1) has been reassessed, and shows that the mullite stable phase field veers toward Al2 O3 enrichment at elevated temperatures. The Frimul FX composition mitigates for this phenomenon, which in conjunction with ultra-pure fused and reactive in situ bonding materials contributes to very low creep values at 1,650°C.
Physical and chemical properties
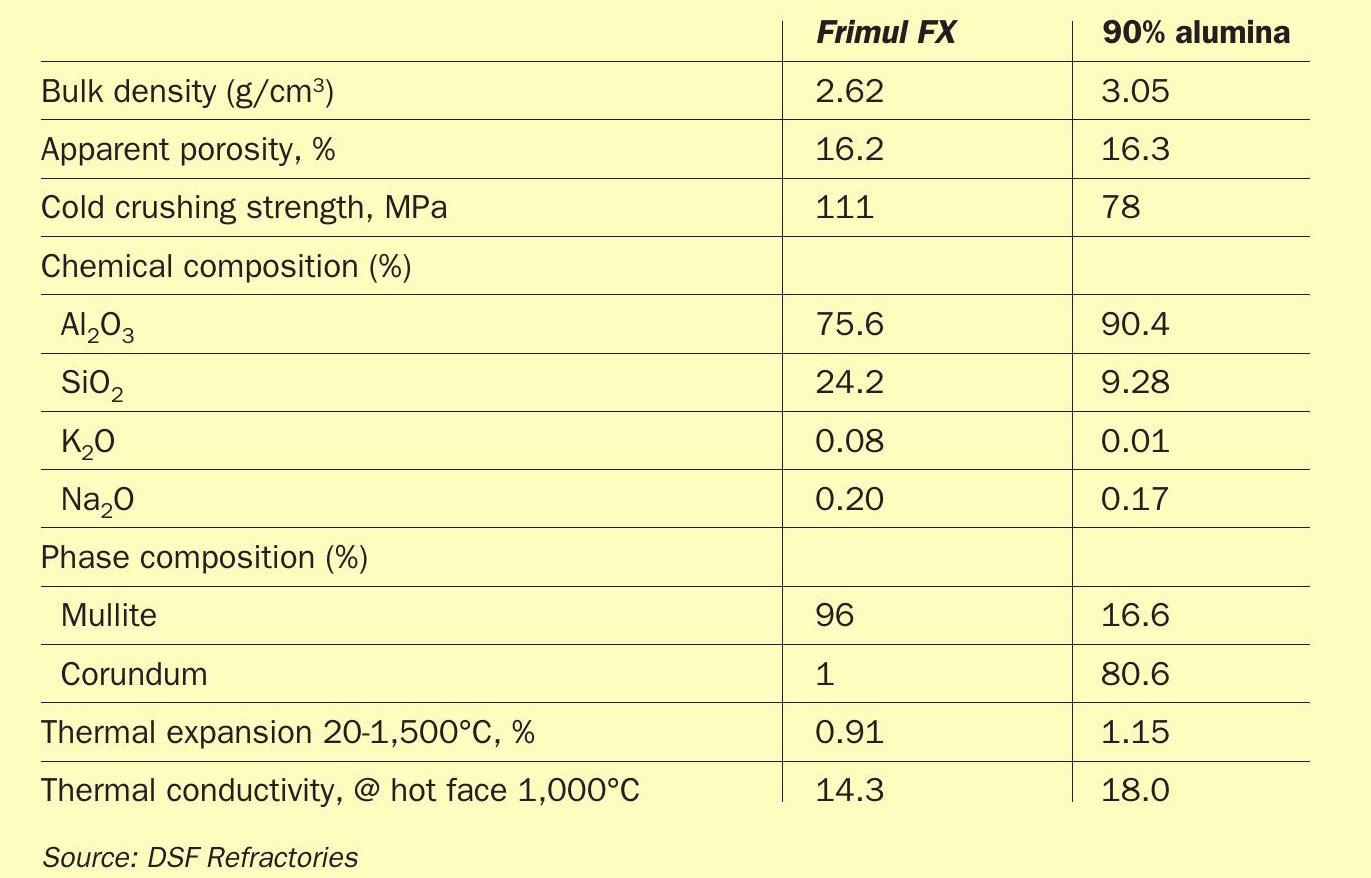
A comparison of physical and chemical properties of Frimul FX and a traditional mullite bonded corundum 90% alumina product is outlined in Table 1. In addition to increased creep resistance, the other intrinsic physical and thermal attributes of the ceramic positively influence lining and therefore unit stability, including a lower density compared to traditional material (around 14% lower), lower thermal conductivity and lower thermal expansion (both 21% lower than a 90% alumina material). The lower density means that a Frimul FX SRU lining weighs less than that constructed with traditional material. Not only does this lower the stress on the material, which can be particularly important in larger SRUs, such as in large gas plants in the Middle East, it also means that the backing thickness can be reduced without a detrimental increase in shell temperature, so overall heat loss is reduced. This maintains an appropriate shell temperature (175-290°C) to avoid both condensation of sulphuric acid at lower temperatures or sulphidation at higher temperatures. A potential decrease in backing lining thickness can also increase the overall reactor capacity by 3.4% for a 3.65 m diameter reactor.
Creep under load
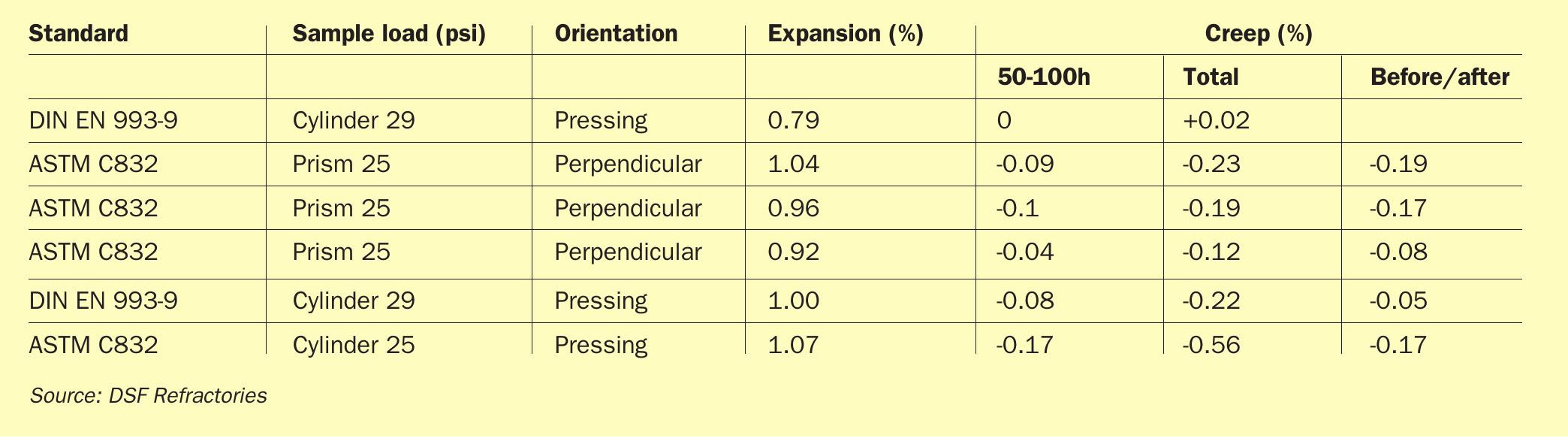
DSF’s main objective in development of the product was that Frimul FX should exceed the creep resistance of present materials and meet the future auspices of relevant API standards. To qualify this, it was specified that maximum deformation should be 0.5% between 50 and 100 hours via ASTM C832 or DIN EN 993-9 creep under load determination at 1,650°C and 25psi.
Frimul FX has been through an extensive creep testing programme encompassing both ASTM and ISO/BSEN test methods. A summary of all tests performed at 1,650°C is shown in Table 2. There does seems to be an anomaly in the results when a cylinder specimen is tested; the deformation recorded during the test does not correlate closely to the before/after measurements which may be due to an idiosyncrasy with the measurement system. Numerous tests have also been performed at 1,600°C; at this temperature virtually no creep is observed, and the material is perceived as ‘zero’ creep within the constraints of experimental error and the inherent stability of the creep apparatus.
API 565
One of the hurdles DSF has had to overcome in promoting Frimul FX was the existing standard for SRUs; American Petroleum Institute (API) 565: Thermal Reactors for Sulphur Recovery Units in General Refinery Service. The old standard said refractories should be at least 88% alumina; a barrier to the adoption of a lower alumina mullite refractory. That section had not been updated for over 40 years, so DSF prioritised participation in the standards committee for API 565 in order to review it and judge whether it was still fit for purpose in the light of the way that the sulphur industry had changed over that time. With creep resistance becoming one of the key properties that users were looking for in a refractory, they helped develop a test for fitness for use which involved a specification of creep deformation of less than 0.5% between 50 and 100 hours at 1,650°C, which is now included in the updated standard.
Silica depletion
One of the concerns about using mullite materials was the potential for silica leaching from the refractory by hydrogen. Hydrogen production can be generated by oxygen enriched feeds in an SRU, and the presence of hydrogen in a gas feed can reduce SiO2 containing components in refractory compositions to SiO(g) vapour phase at temperatures in excess of ~800°C via the following reaction:

The reaction affects all silica-containing materials, and therefore in regard to SRU hot face lining materials, whether mullite or mullite-bonded, the phenomenon has to be assessed. For high hydrogen concentrations (> approx. 13 vol-%), it is acknowledged that all mullite/mullitebonded materials will suffer SiO2 depletion. Scanning electron microscopy (SEM) imaging of Frimul FX indicates that its high firing temperature ensures extensive mullite intra- and inter-granular bonding; there is no free silica, the silicate that remains is encapsulated in the mullite matrix. The residual corundum is mainly intragranular, which under high loading actually imparts a small expansion to stabilise the material. Whilst pure Al2 O3 is chemically the most resilient composition for hydrogen rich environments; in comparison with mullite it has poor thermo-mechanical stability and relatively high creep characteristics.
DSF Refractories & Minerals
DSF Refractories was founded by local entrepreneur John West. West had established the West Gas Improvement Company in 1874 at Friden in the heart of the picturesque Derbyshire Peak District (now a National Park) to take advantage of local silica deposits, and the High Peak railway which ran adjacent to the site. The area is one of upland limestone scenery, with tertiary siliceous deposits formed as pockets filling large pits and hollows in the limestone surface. West also supplied town gas to Manchester, and founded the Derbyshire Silica Firebrick Company (later DSF Refractories) in 1892 to manufacture town gas retort shapes from locally-sourced silica and siliceous sands for the high temperature gasification sections of town gas plants. All of the company’s early products were based on local silica and siliceous deposits quarried from pits in the surrounding area. Refractory shapes were either machine or hand moulded; fired and then packed in barrels for transportation. DSF still prides itself on its ability to hand-produce bespoke brick shapes for any application.
The gradual changeover from town gas to natural gas in the 1950s-70s led to a change in the company’s activities from ceramics for gas applications to high alumina bricks based on bauxite, mullite and andalusite for the steel industry, which by 1977 represented 70% of the company’s turnover. In 1979 a new product based on andalusite was launched for the glass industry, which was followed in 1986 by a change of ownership (to the BHF group) which heralded a new era of both product development and investment; mainly refractories for the glass industry and the addition of a modern mineral processing plant which not only supplied the requirements of refractory manufacture but also provided much needed capacity for processed mineral sales to grow.
The 1990’s saw a decline in DSF’s steel industry sales as the UK steel industry contracted, with basic steel ladle bricks gaining prominence over siliceous and high alumina compositions. The focus moved to the glass industry with many new products developed. Management buyouts occurred in 1992 and the 2003, the latter triggering a dynamic period of investment and growth, with supply of refractories to the glass industry. In recent years DSF has also become a significant supplier to the carbon black industry, and most recently has turned its attention to the petrochemical market.
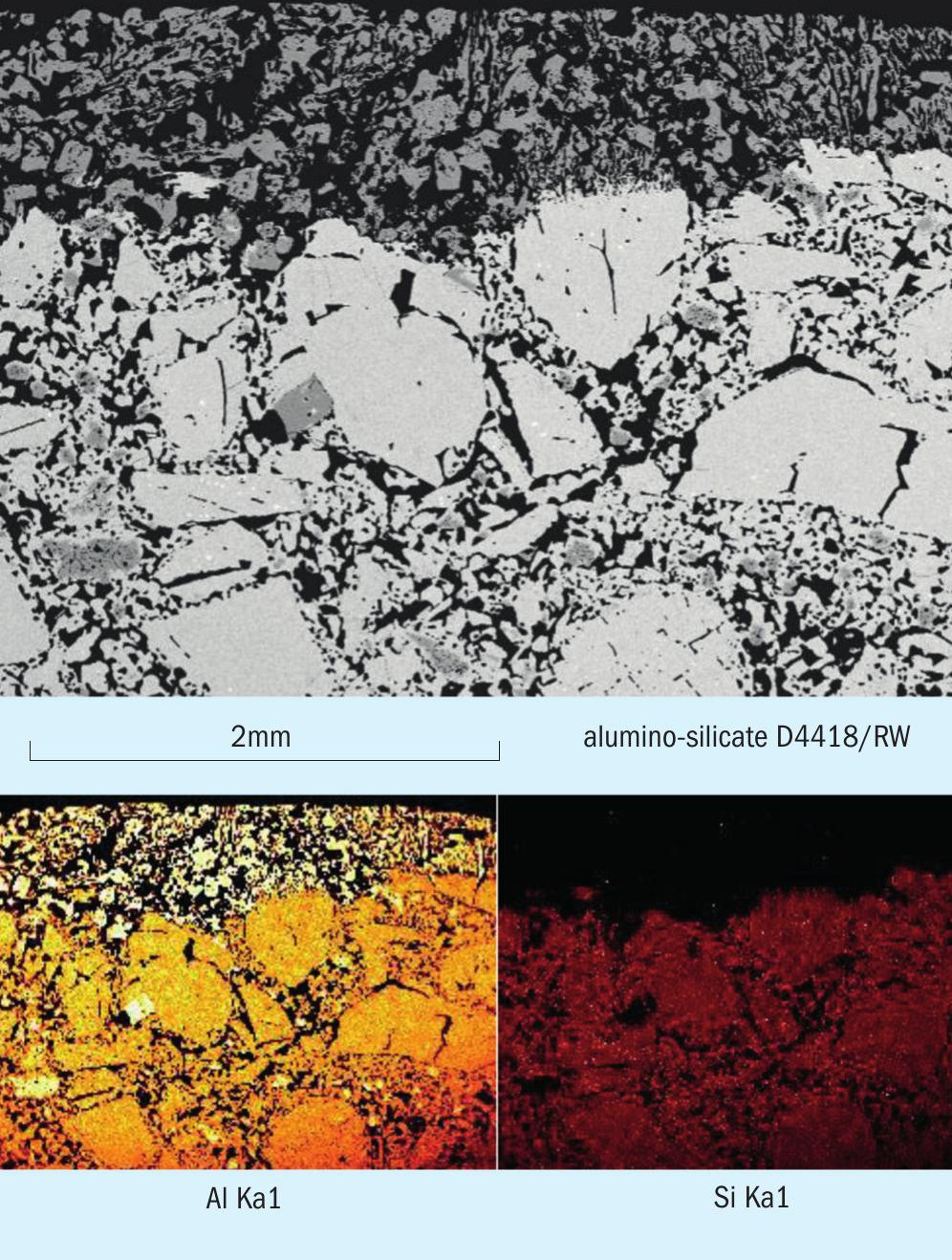
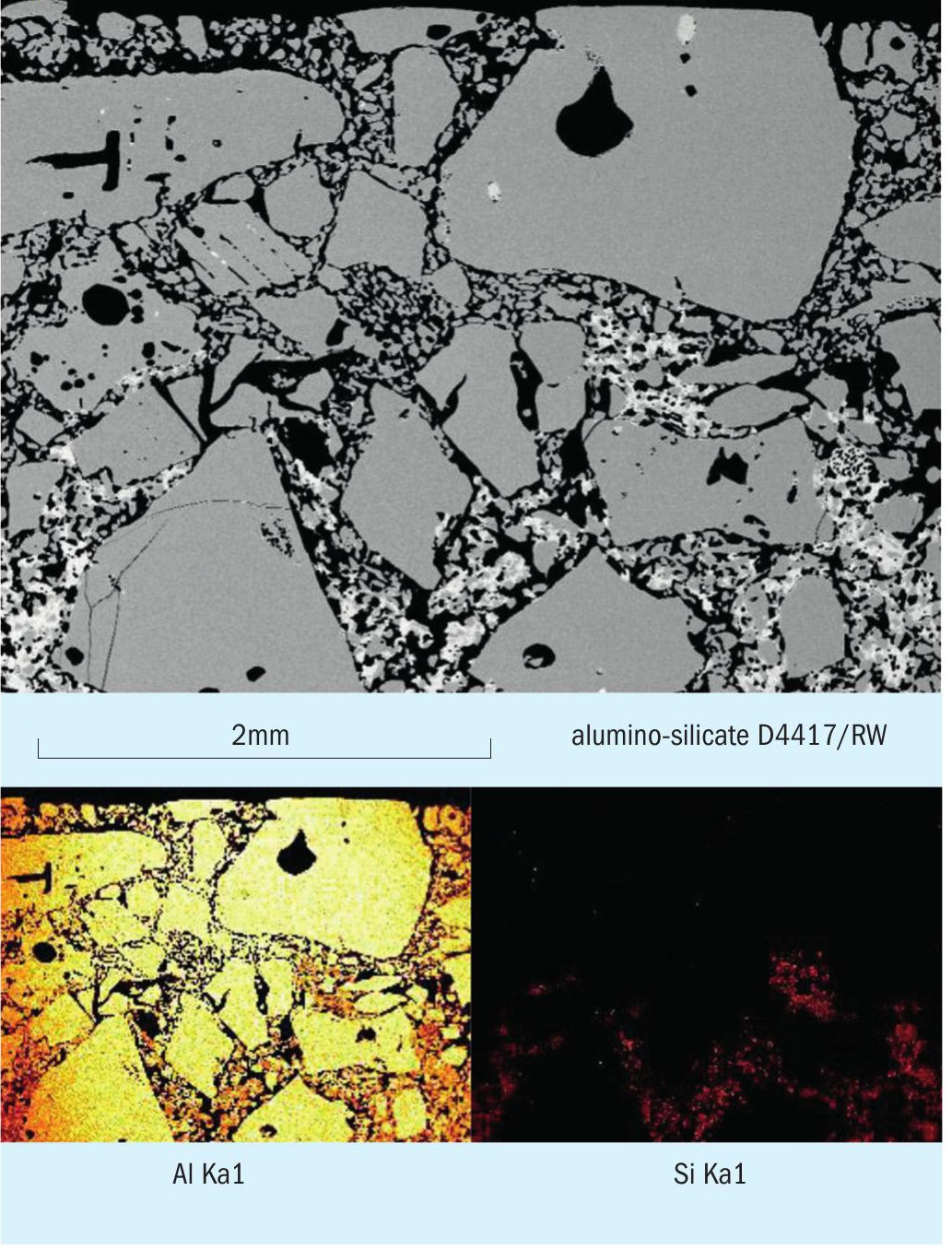
Samples of Frimul FX and DSF’s Fri-cor 95, a more traditional mullite bonded corundum material, were placed on the working lining of a SRU (5 exposed faces) for a period of two years to investigate the interaction with hydrogen. The reaction surface was examined by SEM in back scattered and elemental mapping modes (Figures 2 and 3). The lower elemental mapping images clearly show the removal of SiO2 from the face of the structure in both samples (red images). The process could be isokinetic, that is the depletion of SiO2 continues at a constant rate without any barriers to the speed of the process. If this is the case then Frimul FX is affected to a depth of ~1mm per annum, which is similar to Fricor 95, the traditional mullite bonded corundum composition.
Following consideration by industry experts, this effect was not considered as significant, due to the acknowledgment that a 25 year campaign would potentially affect only 25mm of refractory; and even in this hypothesis the load bearing stability portion of the refractory would not be compromised. Concerns about potential blockage of downstream pipework were not borne out in view of the very small quantities of silica being leached and their dilution in the gas stream.
Summary
DSF says that its Frimul FX represents a step change in SRU lining materials, exhibiting unparalleled creep resistant characteristics which are intended to not only meet but exceed the API standards, and more importantly define a material with capability to withstand both normal and abnormal operating temperatures. The material has been in service in an oxy-fuel fired glass melter operating continuously at 1,600°C across the crown of the melter, with a 4m span, and in an aggressive boron-containing environment. Although the material is new to the sulphur industry, technical due diligence has been performed and to date there have been no significant parameters which would negate the use of this material.
DSF argues that using a mullite material has intrinsic benefits compared with traditional 90% alumina materials:
- Comparable maximum service temperature.
- Shell temperature is maintained in the range 175-290°C.
- Lower density, which correlates with a reduced footprint weight.
- Lower thermal conductivity, leading to the potential for thinner linings to increase reaction capacity with no significant change to shell temperature.
- Lower and linear thermal expansion; there are no peaks or troughs in the expansion curve, and therefore no heterogeneous reaction to temperature swings, specifically during power outages.
- Excellent resistance to creep at high loads and temperature providing stable lining construction.




