

Sulphur 398 Jan-Feb 2022
31 January 2022
Decreasing tail gas treating carbon intensity through solvent and catalyst swaps
CLAUS TAIL GAS TREATING
Decreasing tail gas treating carbon intensity through solvent and catalyst swaps
Decreasing the carbon intensity of sulphur recovery is one of the many actions that operators can take to help meet their climate ambitions. It is also becoming increasingly rewarding financially because of the rising cost of carbon emissions. In this article, G. Kidambi of Shell Projects & Technology demonstrates the potential to cut the carbon intensity of tail gas treating units by more than 50% through swapping to the latest SCOT ULTRA amine solvent and catalyst technologies.
Demand for energy will continue to increase as growing global populations need more energy to support a decent quality of life. It is still technically possible for society to achieve the stretch goal of the Paris Agreement: to limit the global average temperature rise to 1.5°C above pre-industrial levels this century. However, this will require a rapid transition from an energy system that relies on fossil fuels to one that increasingly uses sustainable sources of energy, but even the most optimistic forecasts have fossil fuels continuing to play a crucial role for decades.
There are multiple opportunities to lower the carbon intensity of hydrocarbon processing facilities. Making the change to lower carbon intensity operations is the right thing to do and provides financial opportunities as the incentives for cutting emissions and the penalties for not doing so rise. The cost of carbon dioxide (CO2 ) in the EU emissions trading scheme reached a record high of e89/t1 on 8 December 2021 because carbon-intensive businesses are competing to buy enough permits to match their rising post-pandemic emissions.
In Powering Progress, its business strategy, Shell sets out to accelerate its transition into a net-zero emissions energy business by 2050, in step with society. To do so, Shell will reduce emissions related to its own operations. The company also sets out to reduce the emissions from the use of all energy products it sells, and capture, store or offset any remaining emissions.
Meeting sulphur emission regulations is imperative for a company’s licence to operate but the process of removing sulphur from gas streams can be energy intensive. The Shell Claus off-gas treating (SCOT™) ULTRA process is one of many options for decreasing the carbon intensity of refining and gas processing that has been developed and is applied at Shell-operated facilities and offered to customers. The Shell Blue Hydrogen Process and Shell Renewable Refining Process are two other refinery decarbonisation options.
The sulphur recovery section of a refinery or gas processing facility is built to protect a company’s licence to operate rather than to generate revenue, as the sulphur market price is volatile and the cash generation from elemental sulphur is small in comparison to the main revenue streams. Consequently, the success of the sulphur recovery technology and the design used is measured in terms of capital expenditure, operating and carbon costs, flexibility, and robustness.
The primary focus of this article is on the potential to reduce the carbon intensity of tail-gas treating units through changing to SCOT ULTRA technology: a new solvent and a new-generation low-temperature catalyst. (The solvent and the catalyst can be swapped together or independently.) A secondary climate-related benefit of the solvent swap it that enables these units to operate with greater resilience to upsets and at higher ambient temperatures. These are important benefits for systems running close to their limits or in regions where more frequent and intense weather extremes, driven by climate change, are placing high demands on cooling systems.
The expected benefits of SCOT ULTRA technology were widely reported when it was launched in 2018. The technology has now been operating in multiple facilities and its advantages are proven, including its ability to:
- lower operational expenditure and carbon footprint, and/or increase capacity;
- operate the tail gas unit at lower temperature;
- provide increased resilience to upsets;
- offer greater flexibility to handle changing crude slates and upstream gas composition;
- decrease or avoid capital expenditure for greenfield developments.
SCOT process overview
Thermodynamics limit the sulphur recovery from modified Claus sulphur recovery units (SRUs) to 96-98%. Therefore, to meet current sulphur oxide (SOx) emission regulations, a downstream tail gas treating unit, such as a SCOT unit, is necessary to achieve greater than 99.9% recovery.
The SCOT process uses a three-step approach to enable efficient and deep recovery of the residual sulphur species in the tail-gas stream.
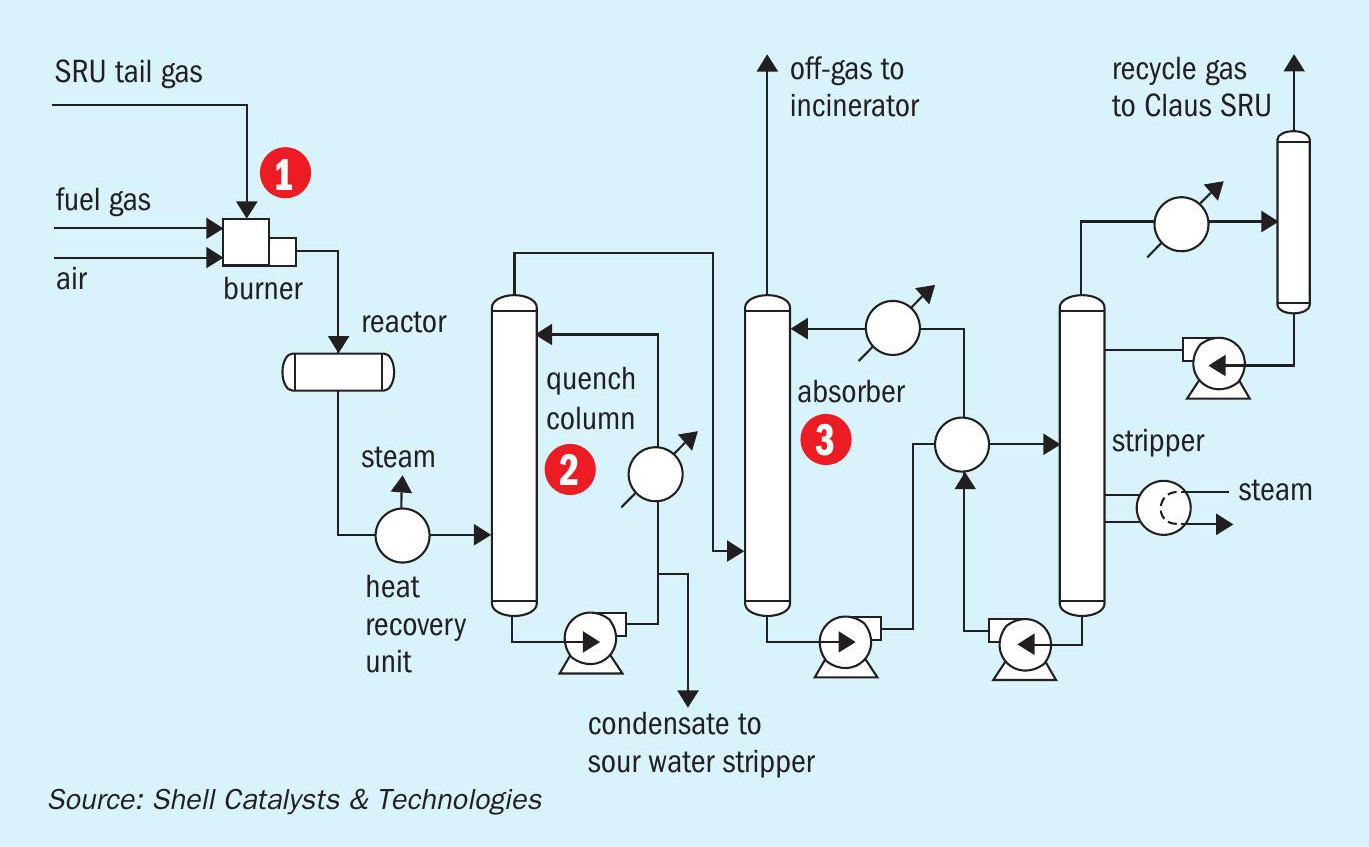
SRU tail gas is preheated using a line burner or steam reheater (1, Fig. 1). Then a catalyst-based reduction reactor section converts the sulphur components of the gas (sulphur dioxide (SO2 ); SOx; carbonyl sulphide; and carbon disulphide) into hydrogen sulphide (H2 S).
The gas is then cooled in in two steps: first in an (optional) heat-recovery exchanger, which produces steam, and then in a direct contact quench column (2). Claus reactions generate a significant quantity of water that is bled from the quench column to aid the performance of amine section (3). Here an aqueous amine solvent selectively captures and recycles H2 S from the cooled gas to the front end of the SRU. The remaining sulphur species in the gas are incinerated to SO2 .
A Claus-based SRU is typically a net energy exporter at an operating site and the thermal oxidiser is its only major energy-consuming component. However, SCOT and alternative amine-based tail-gas treating units are energy intensive, which creates an opportunity to use new technologies to reduce operating costs and carbon emissions. The SCOT catalyst needs to be heated for the effective conversion of sulphur species to H2 S; the gas from the reactor must then be cooled; and then the amine must be circulated and regenerated to produce an H2 S-rich gas stream, all of which consume energy and create emissions.
SCOT ULTRA for lower carbon intensity
SCOT technology has evolved significantly since it was first developed in the 1970s. Its latest evolution, SCOT ULTRA, which is essentially a solvent and a catalyst swap, though the swaps can be beneficially applied independently, has the potential to cut carbon intensity by over 50% compared with earlier designs.
The original SCOT design used a conventional secondary amine (diisopropylamine: DIPA) or a tertiary amine (methyl diethanolamine: MDEA) for the amine absorption section. Later, acid-aided regeneration (AAR) (formulated) MDEA was used to lower the energy consumption in the amine reboiler while meeting a low SO2 specification in the flue gas (Low Sulphur or LS SCOT technology).
The original catalysts had to be heated to above 260°C. New catalysts that operated at about 220°C and lower were then introduced (low-temperature or LT SCOT technology). The latest 934 catalyst is effective at an inlet temperature of 200°C while meeting the demanding performance requirements through its higher hydrolysis and hydrogenation capacity. Incorporating the new catalyst in the SCOT ULTRA technology helps to reduce carbon intensity and provide potential operational savings of hundreds of thousands of dollars a year, depending on the temperature delta and unit size, by reducing fuel gas consumption and enabling the use of indirect heating methods.
In addition, Huntsman has worked with Shell to develop JEFFTREAT® ULTRA, a temperature-resilient, sterically hindered amine solvent that is used in the SCOT ULTRA process to enable lower circulation rates for lower energy demand and superior H2 S absorption performance. JEFFTREAT ULTRA solvent outperforms AAR (formulated) MDEA by providing deeper H2 S removal (lower SO2 emissions), more capacity, the ability to “slip” more CO2 and better upset (H2 S spike) resilience.
As the upgrade to SCOT ULTRA technology is essentially a catalyst and solvent swap, the opportunity to cut carbon intensity by 50% comes with minimal capital expenditure.
Lower carbon intensity; higher performance catalyst
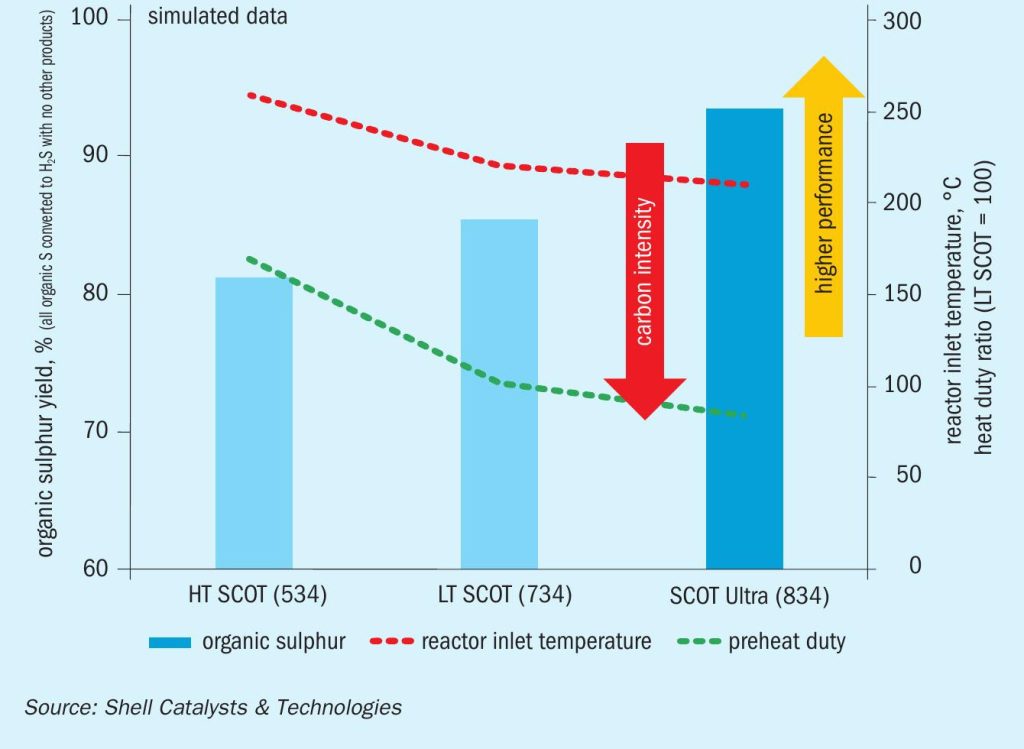
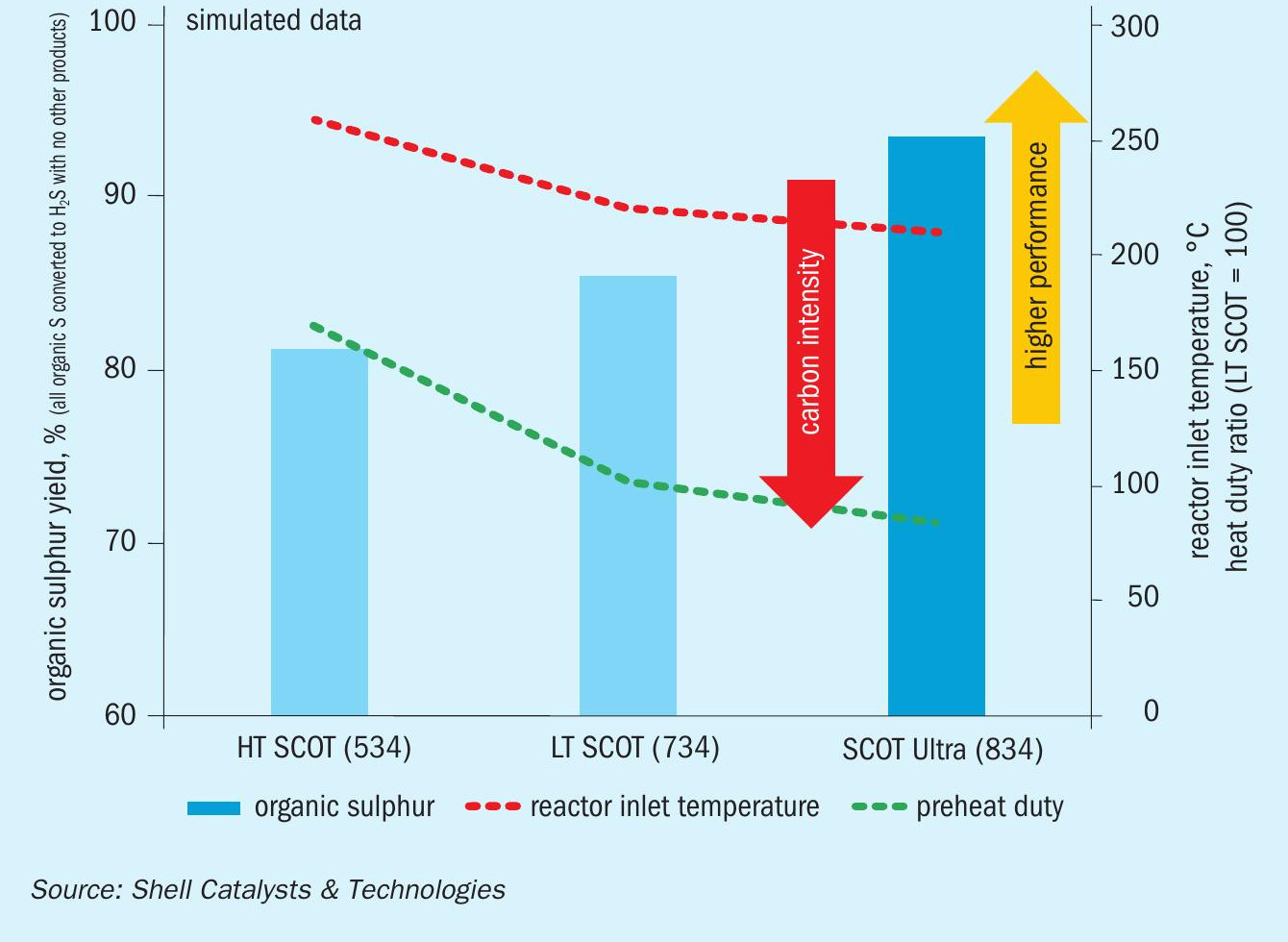
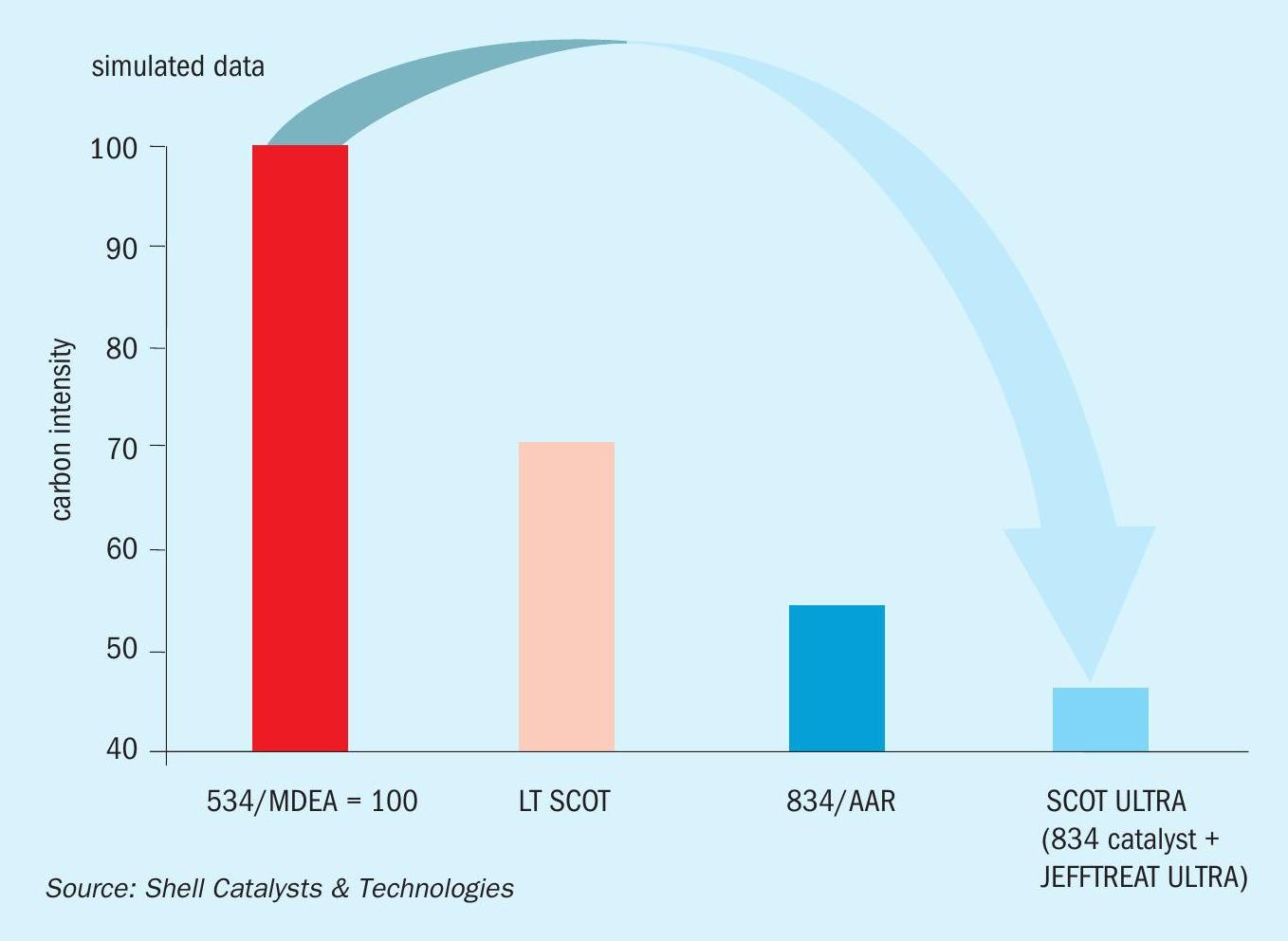
A simulation using proprietary Shell models demonstrates a 50% lower carbon intensity and about a 15% higher yield at a 50°C lower temperature for SCOT ULTRA technology with 834 catalyst compared with the 534 conventional high-temperature (HT) SCOT catalyst (Fig. 2).
The modelled scenario is a Middle Eastern gas plant with a high ambient temperature, a lean acid gas feed to the SRU (54 mol-% H2 S, 34 mol-% CO2 , trace hydrocarbons and the rest water), a 250-t/d sulphur capacity and the need to achieve 99.9% sulphur recovery.
Higher selectivity and lower circulation rate solvent
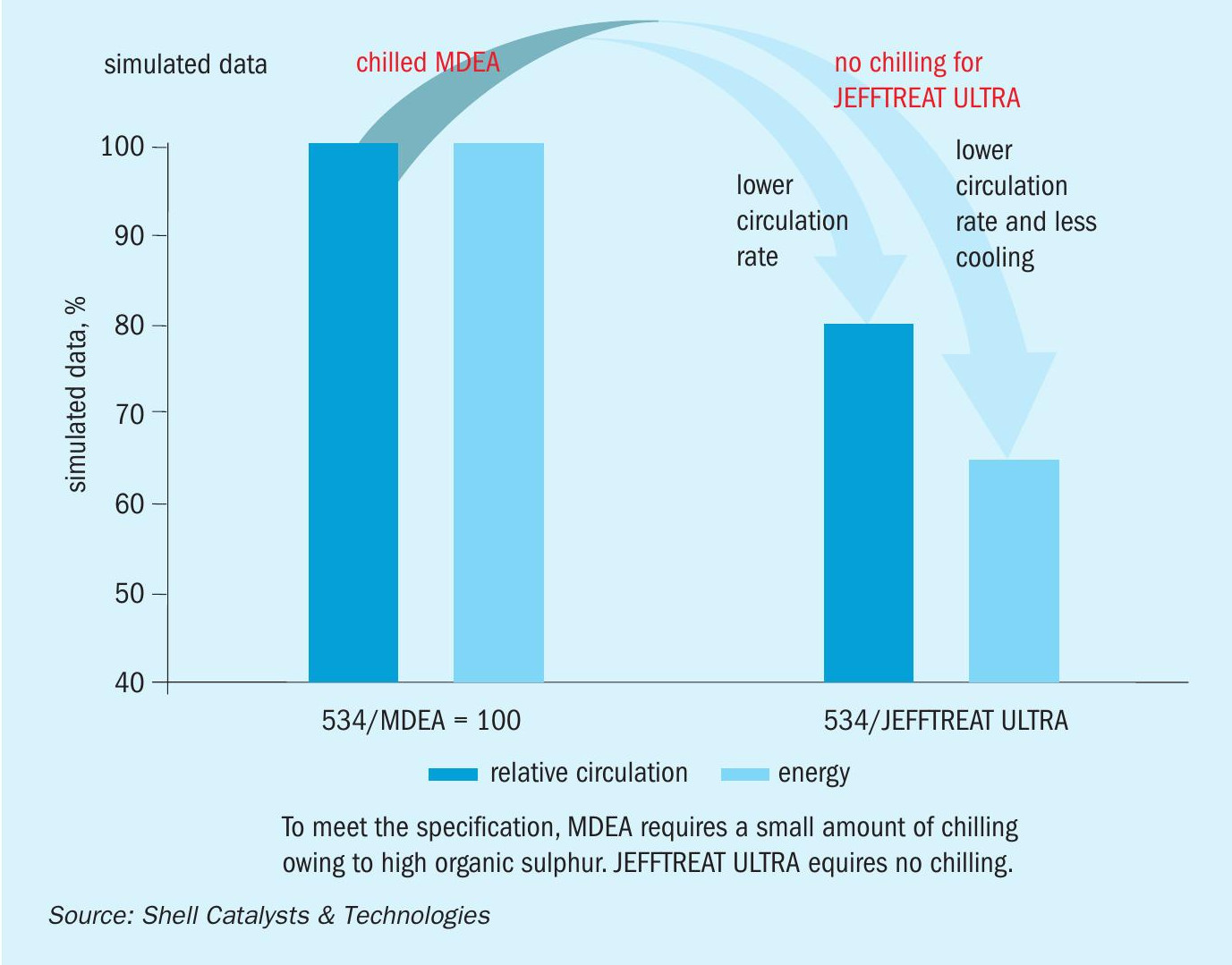
In the same scenario, swapping MDEA for JEFFTREAT ULTRA solvent lowers the circulation rate and thus energy requirement (Fig. 3). In addition, there is no need to chill the new solvent, even in a Middle East setting, which further decreases the energy demand and consequently lowers the CO2 footprint.
Catalyst and solvent integration for greater benefits
The SCOT ULTRA process is more than the development and use of a high-performance catalyst and a high-selectivity solvent; it is the integration of these elements based on expert knowledge and extensive operational experience. Although solvent and catalyst swaps can be made independently, applying them together, with proper integration, brings a greater benefit than the sum of each part. For example, better catalyst performance works alongside JEFFTREAT ULTRA solvent’s higher absorption capability to lower solvent circulation rates by 25–55% compared with AAR (formulated) MDEA, which leads to lower operating costs and carbon intensity.
The integration decreases the overall carbon footprint by 54% (Fig. 4) compared with using MDEA. This comes from the lower reboiler duty and reactor operating temperature. Lower carbon emissions provide financial benefits through avoiding carbon levies or attracting emission reduction incentives. At a carbon cost of $25–50/t CO2 , simulations based on a catalyst and solvent swap in a 250–500-t/d brownfield facility show a return on investment for SCOT ULTRA of just one year. And that is solely from lower carbon costs without considering the additional benefits of fewer shutdowns from greater resilience to upsets.
Commercial performance
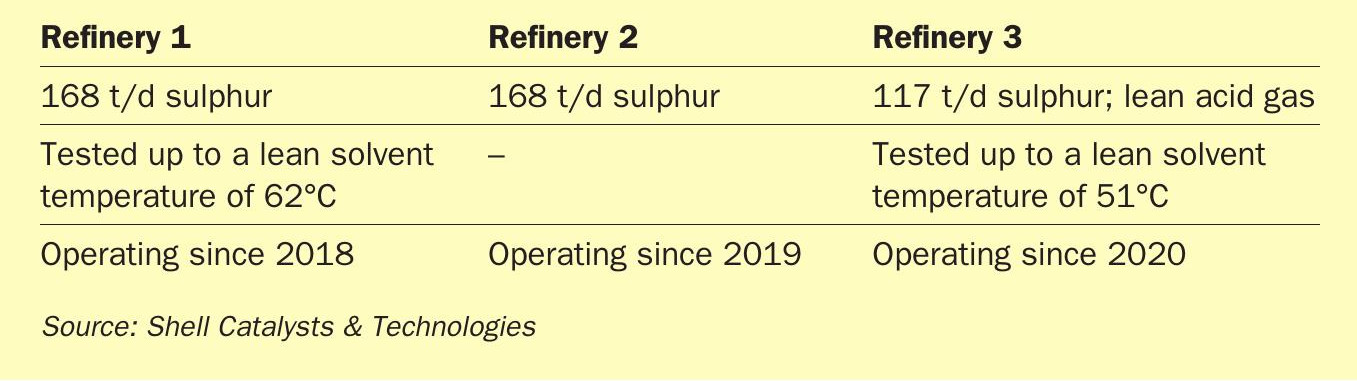
SCOT ULTRA technology has been operating at multiple facilities for a significant time (Table 1) and the simulations are now supported with operational information.
The following example demonstrates the operational robustness against high temperatures and upsets for a SCOT unit in a US refinery that swapped MDEA for JEFFTREAT ULTRA technology. The SRU feed has high (35 vol-%) CO2 concentrations; the Claus unit has a lower than typical sulphur recovery that places a high load on its SCOT unit; the unit operates with lower than typical steam rates; and emissions are base loaded by the degasser pit vent, which is routed to the incinerator.
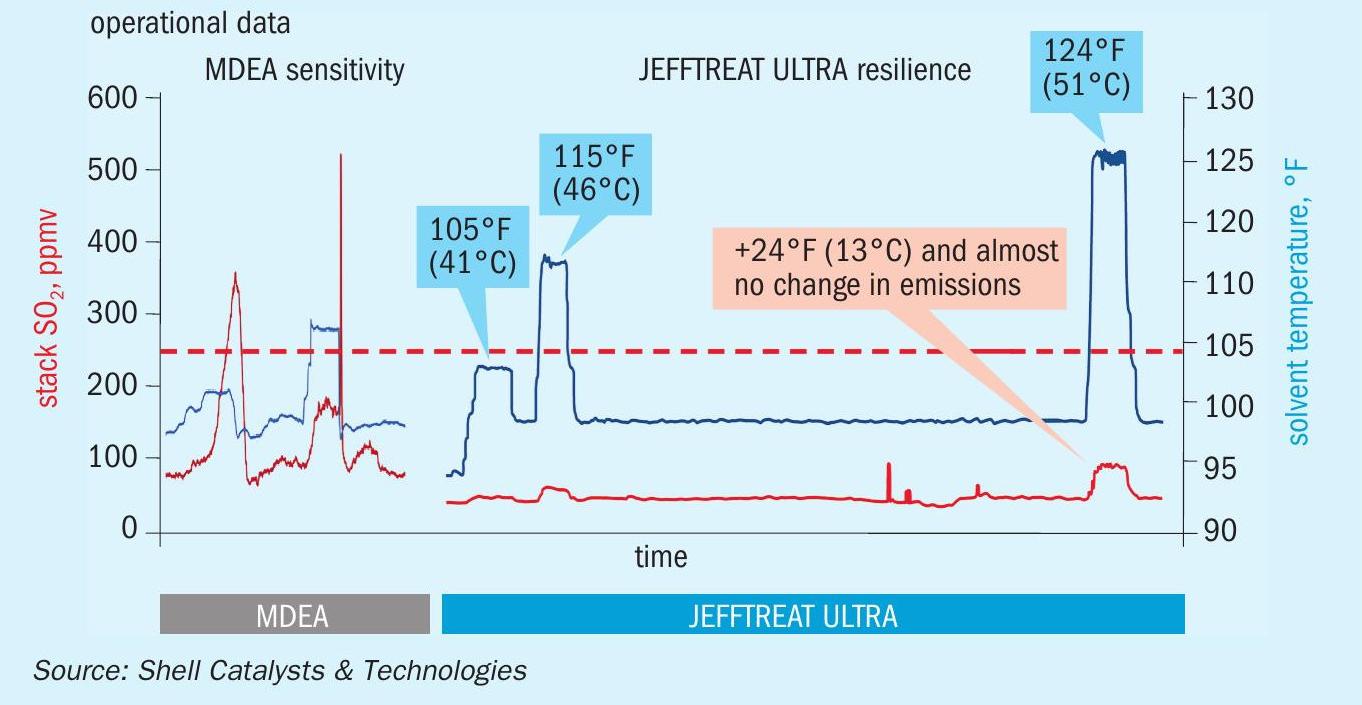
Fig. 5 shows the unit’s sulphur emissions (red lines) before and after the solvent swap, and the solvent temperature (blue lines). With MDEA, a modest 3°C (5°F) increase in the solvent temperature caused the SO2 limits to be exceeded, whereas tests using JEFFTREAT ULTRA solvent and a 13°C (24°F) increase in solvent temperature showed a minimal change in the SO2 concentration. Overall stack SO2 decreased from 60-80 ppmv to circa 40 ppmv.
The carbon intensity benefits of reducing or eliminating the need to chill the solvent are discussed above; the overall 54% decrease in carbon intensity is related to this and the reduced circulation rate, reboiler duty and reactor temperature. Circulation rates were lowered by 30% compared with MDEA without compromising absorption capacity.
Over the last few years, great demands have been placed on shared refinery cooling systems during extreme weather events, which are becoming more frequent and of higher intensity because of climate change. Taking the SCOT unit out of the cooling equation through a simple solvent swap helps to strengthen the resilience of the wider system.
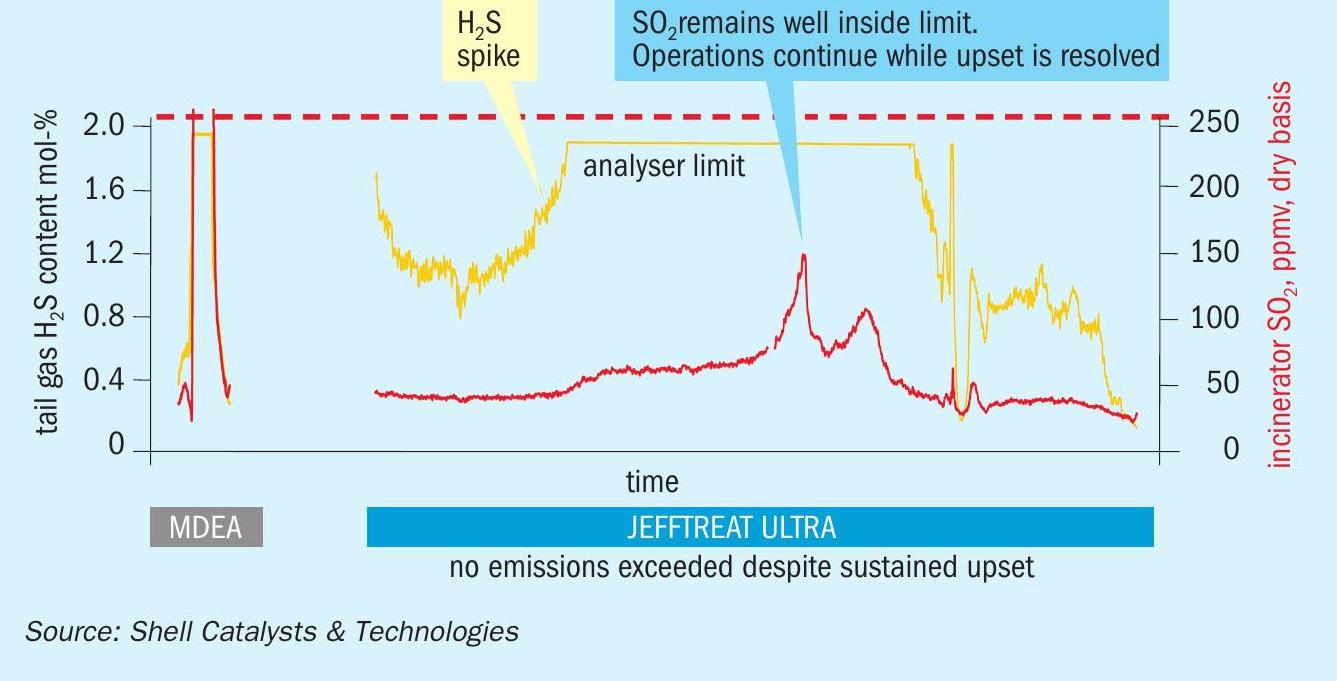
Fig. 6 shows the how the same unit performed before and after a solvent swap with similar scale H2 S spikes (the yellow lines, which go beyond the analyser limit in both cases). The red lines show the SO2 values. With MDEA, the SO2 limits were quickly exceeded, so the operator was forced to respond by shutting down the unit until the upset could be resolved. With JEFFTREAT ULTRA technology, despite the longer duration of the H2 S spike, the SO2 emissions remained well inside limits and gave the refiner time to resolve the issue without reducing throughput or shutting the unit down.
This operational information is from a solvent swap at one refinery. Two other commercial operations show similar results. Swapping the catalyst would lead to further advantages as highlighted above.
Conclusions
In a cash-constrained, decarbonising world, SCOT ULTRA is one of many Shell technologies that can help to reduce the carbon intensity of refineries and gas processing facilities. In addition to helping to meet stringent SOx specifications while offering lower operating costs and thus lower carbon emissions, as a solvent and catalyst swap, it is a low capital expenditure solution.
The technology enables the reduction reactor section of a SCOT unit to operate at a lower temperature (less energy for heating) and the absorber section to operate at a higher temperature and capacity (less energy for cooling and circulation). This helps to meet multiple needs, including greater resilience to upsets and cooling challenges, and the flexibility to handle turndowns and changing crude slates and upstream gas composition. Taking the SCOT unit out of the equation through a simple solvent swap helps to strengthen the resilience of the wider system, despite the new demands on cooling systems because of climate extremes.
Commercial performance data prove the ability of a SCOT ULTRA solvent swap to increase resilience to upsets and temperature and demonstrate the potential for decreasing carbon intensity.
References




