

Sulphur 414 Sep-Oct 2024

30 September 2024
More out of ore: recycling mine tailings
PYRITE ROASTING
More out of ore: recycling mine tailings
As more focus extends to a circular economy, there are industry wide discussions on whether future global sulphur demand will be challenged by the energy transition and decarbonisation. Hannes Storch, Collin Bartlett and Marcus Runkel of Metso discuss how the recycling of pyrite tailings could address some of these issues.

In bygone days the predominance of sulphuric acid production was from the processing of pyrite. Today pyrite is a by-product of the mining industry that often ends up in tailings. With concerns over future global sulphur demand being challenged by the energy transition and decarbonisation, refocussing on pyrite could also address some of these issues. A 2017 report by the International Council on Mining and Metals (ICMM) estimated that the mining industry produced between 10 and 20 billion tonnes of tailings annually. Most of the pyrite tailings originate from copper mining, and mainly consists of sulphur, iron, SiO2 , Al2O3 , CaO, as well as valuable non-ferrous metals. Globally there are 580 operations exploiting copper, with 190 cases from where resources and reserves are reported1 . As most of the mined waste material is tailings, the assumption is that there are ~204 billion tonnes of current and future tailings globally with pyrite content varying between 4-8%.
Pyrite is a common mineral in many types of metal ore deposits, and it is often found in association with other minerals that contain gold, copper, cobalt, and zinc amongst others. The amount of pyrite present in the tailings can vary depending on the specific deposit and the extraction process used. Sulphur content in pyrite tailings concentrate is typically anywhere between 30-50 wt-%.
As global ore grades further deplete over time2 , the volume of tailings per tonne of metal is continuously increasing. The mine operator has the challenge of treating an increased volume of mineral to maintain the same metal production rate; this increases tailings waste and the associated operational costs. The environmental impact is a direct result of the contact of the metal sulphides with oxygen, where oxidation proceeds rapidly, resulting in acidity and release of metals and sulphates to the water system, eventually leading to potential groundwater and surface water pollution.
To cope with the future challenge of a circular economy, technology needs to adapt towards larger processing units. Metso is working to increase the capacity of individual roasters, using its unique knowledge of this technology. Recycling mine tailings can help reduce the volume of tailings for disposal, mitigate water contamination, and generate new revenue streams such as valuable metals extraction, sulphuric acid production, and energy generation.


Pyrite tailings as a source of metals
Pyrite tailings have been identified as a sustainable source for recovery of cobalt, copper, nickel, and gold. Raw material is available in large volumes and the processing route is well proven and established. Today, metallurgical processing plants are evolving to recover not only one major metal, but all valuable metals available in the pyrite concentrate. The roasting of pyrite tailings can be seen as a pretreatment process before processing the calcine in a hydrometallurgical process for the recovery of the metals. In addition, roasting allows for important revenue streams such as sulphuric acid, steam, and, in some cases, iron oxide may well add further revenue upsides to the project. Fig. 1 shows all relevant material streams for a conceptual evaluation.
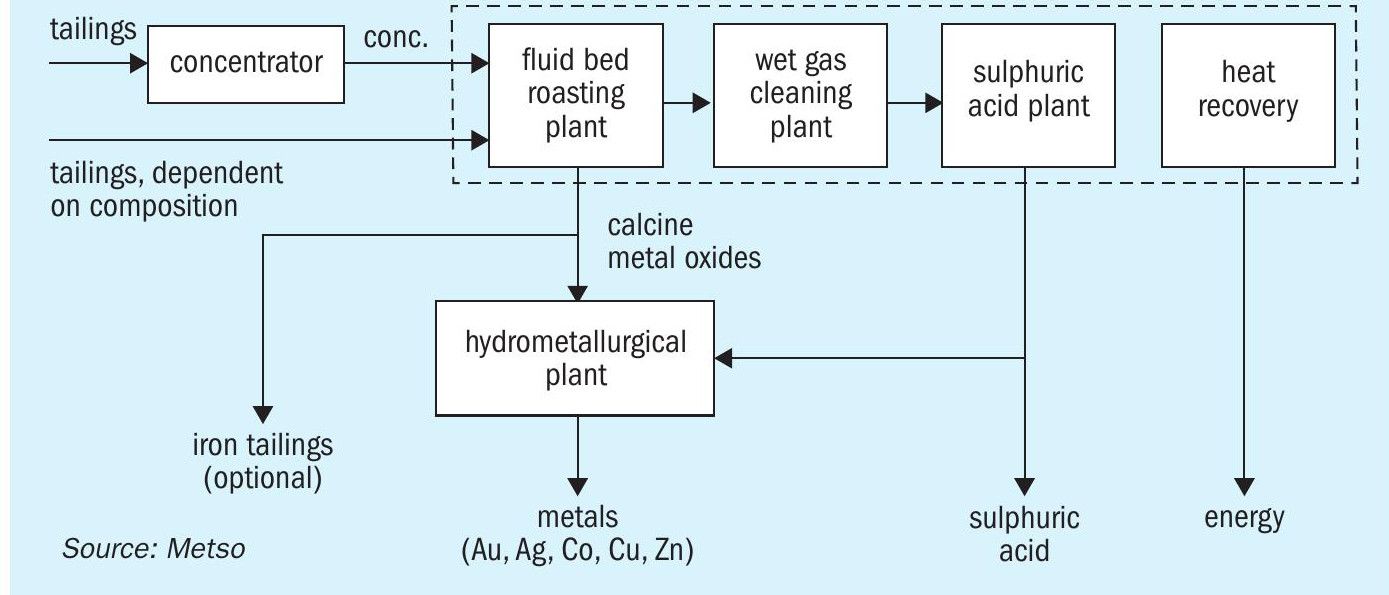
Whilst the fundamentals of the roasting process have not changed significantly, each plant has its specific and optimum key plant configuration. The pyrite roasting process chain consists of the roaster section followed by a boiler system for energy and sulphuric acid production. The off-gas with dust entrainment is cleaned in the cyclone and hot electrostatic precipitator system. The solid product (calcine) is cooled and transported to storage for further processing for metals recovery in a hydrometallurgical plant section. After the hot gas cleaning, the off-gas enters the wet gas cleaning section, which traditionally includes the quench tower, gas cooling tower, wet ESP and mercury removal step. Finally, the purified SO2 gas enters the sulphuric acid plant.
Cengiz: a project case study
In 2018, this integrated plant complex entered full operational status and as such Eti Bakir A.S. has fulfilled its intent to produce a portion of Turkey’s fertilizer needs indigenously, a strategically critical factor for a country relying on agriculture and fertilizer imports. With the additional revenues from metals recovery, the project became economical and since Metso’s technology portfolio covers a large portion of key plant sections for the industrial complex, they were therefore chosen as the key technology partner for the project.
The project, located in the Mazidagi district, belongs to Mardin province of Turkey (Fig. 2).
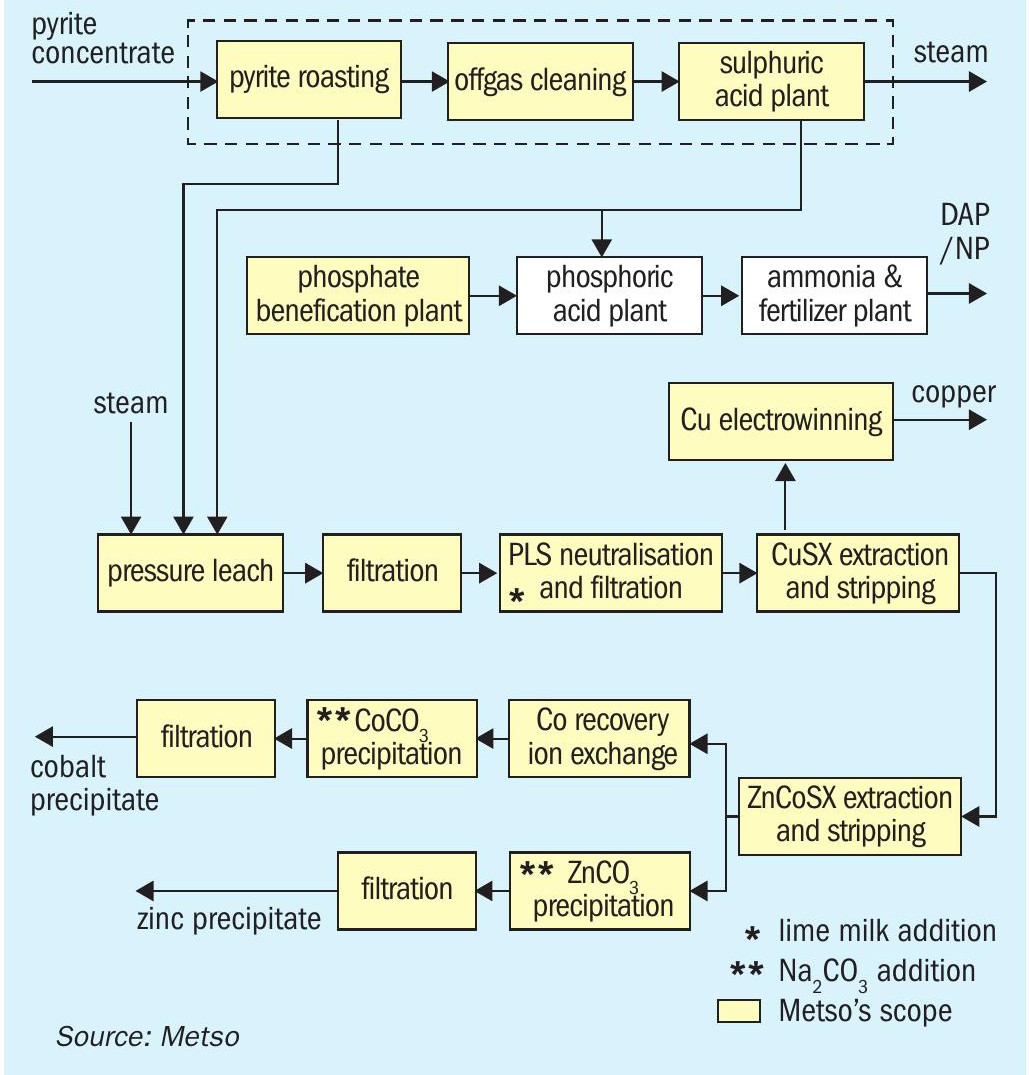
The key facilities comprise a pyrite roaster, off-gas cleaning, sulphuric acid plant, phosphate beneficiation plant, phosphoric acid plant, ammonia plant, fertilizer plant, and hydrometallurgical plant (see Fig. 3).
Metals recovery
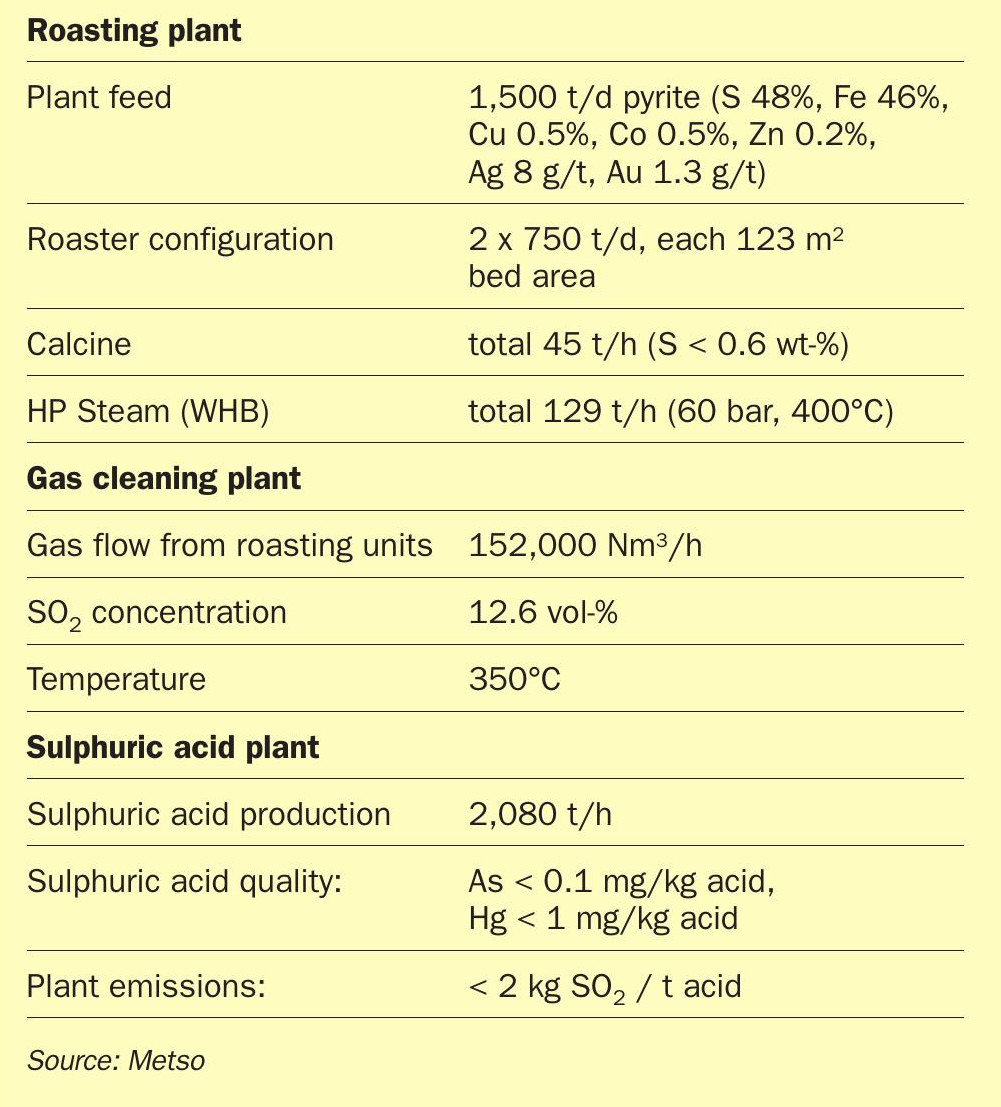
The composition of the pyrite concentrate varies depending on the ore body. Table 2 shows a typical composition of pyrite concentrates that has been analysed in recent projects or already treated today in existing operations.

For economical evaluation of a concentrate, all valuable and deleterious metals must be considered along with the local market conditions for sulphuric acid and power generation. Under such conditions, a project may well be economical. The economics of the metal recovery section depends on the metal content and the market value of the metals. Today, due to the trend to electromobility and energy transmission, the most important is the cobalt content. With today’s value of 26,000 US$/t, it is far above all other metals of the pyrite concentrate mentioned in Table 2. However, copper and zinc can also bring more “stable” revenues to the project.
Today, such pyrite is often not further treated in a hydrometallurgical section. But in such a case, the low content of non-ferrous metals can be seen as an advantage in the economical evaluation. It allows production of calcine with high iron content and with a low sulphur content, that can be accepted in the iron ore industry sectors.
In general pyrite test work must be carried out for every potential project. The target of these tests is to optimise the recovery of valuable metals, such as cobalt, copper, zinc, silver, gold, etc. while keeping the iron portion in solid form. Only with a low iron content in leaching solution can high volumes of waste be avoided and provide a revenue stream by selling the final residues to the ferrous industry.
Pyrite roasting and atmospheric leaching tests have been performed to demonstrate the flowsheet concept. Fig. 4 shows the recovery results in relation to the roasting temperature, leaching temperature, and acidity process conditions.
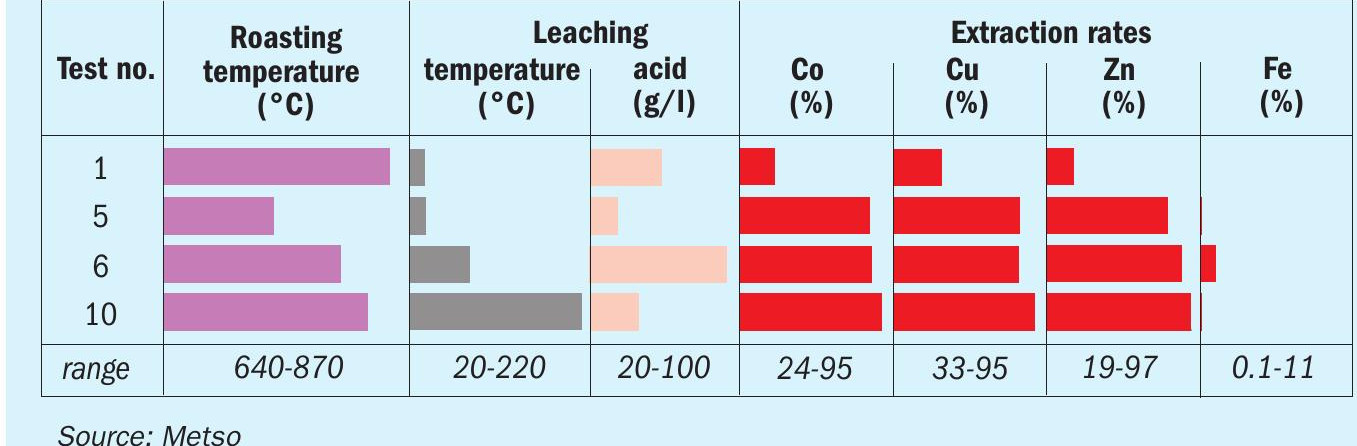
The overall best plant performance can be reached at optimised roasting temperature in a typical pyrite roasting window between 750 to 850°C and optimised autoclave leaching (test 10). The high recovery rates of around 85 to 98% found in laboratory conditions correlates with industry indices, whilst the industrial applications tend to operate at the higher end of this spectrum5 . With respect to a gold roasting plant, the operating temperature window is normally lower6 ; however, when operated in combination with autoclave leaching, extraction is optimised. There are several advantages for this change in roasting process conditions for the metal recoveries, which are related to better heat recovery, lower effluents, and higher acid production in the roaster. All these factors are important for an attractive and feasible process.
Additional revenues and environmental benefits
Traditionally, the key product for the roasting process, especially in zinc and gold roasting applications, is the calcine with its metal content for further extraction. While pyrite roasting in former days was only focusing on sulphuric acid production, today the calcine from pyrite roasting can be considered as an additional revenue stream for the iron and cement industry alongside the points mentioned below:
Sulphuric acid production: Pyrite feed materials and the roasting process can support increased sulphuric acid production for the fertilizer or other local industries regionally. It is foreseen that a gradual decline of sulphur availability from the oil refining industry will take place in the second half of this century, and this will lead to the need for alternative sources of sulphur feed for acid production.
Green energy production: Roasting of pyrite is an exothermic process, ideally positioned to produce green energy. As tailings do not contain any carbon, there are no CO2 emissions; hence, the plant can be considered a green energy producer and obtain the relevant financial incentives offered in many jurisdictions. Dependent on the composition of the pyrite and the volume of tailings to be processed, several different processing scenarios can be offered by Metso.
Environmental effects: The problematic elements usually found in tailings, such as Hg, As, Se and Sb are separated and collected in the roasting / wet gas cleaning process stage. Depending on the amounts of each element, specific treatment process can be applied, which reduces the amount of waste significantly. Reducing the volume of tailings dams and the treatment of existing tailings will positively affect environmental topics such as water stress levels4 and groundwater pollution through acid mine drainage.
Avoidance of waste landfill in this context receives continuously higher ratings in trade-off studies. While the roasting process transfers 96-98% of the sulphur from tailings into marketable sulphuric acid, a direct leaching process produces far more gypsum as landfill and emits more CO2 gas to the atmosphere and as a result of the pyrite direct leach reaction (1) compared to the pre-treatment with roasting (2):
Compared to direct leaching processes, the roasting allows the reduction of landfill gypsum by 2.8 tonnes gypsum per tonne pyrite mineral. Processing of 1 million tonnes of pyrite per year via roasting allows production of 1.63 million tonnes of sulphuric acid. Comparing the two processes, roasting prevents landfilling of 2.8 million tonnes of gypsum on a dry basis, as well as prevention of approximately 719,000 tonnes of CO2 emission to atmosphere.
Economical evaluation of pyrite roasting
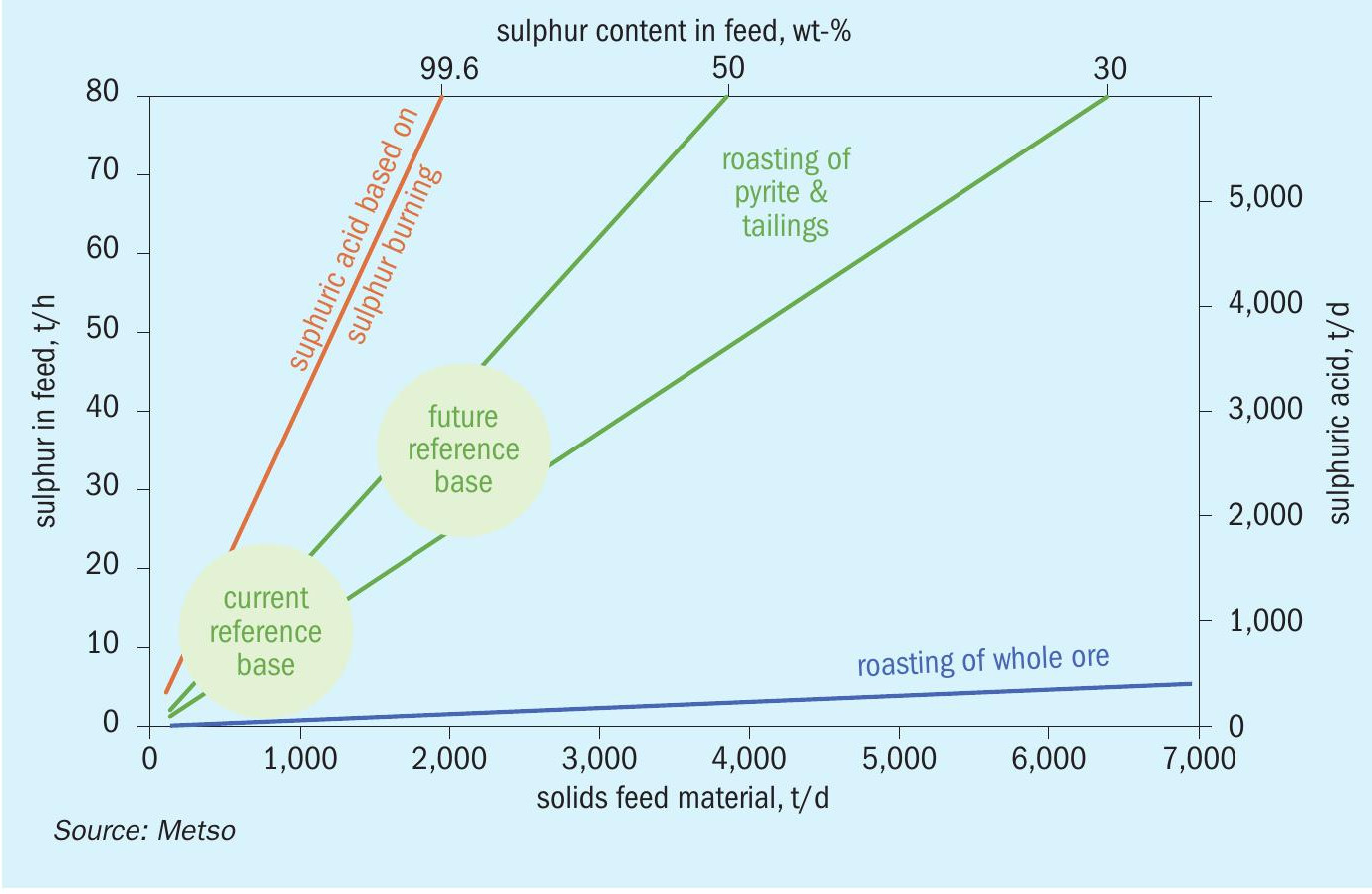
Metso is minimising the technical risk of development by applying a proven roasting technology for the treatment of pyrite tailings (Fig. 5). The current target is to move towards a mega-roaster based on existing references with a capacity of about 1,500 to 3,000 t/d of concentrate and acid production of 2,000 to 3,500 t/d. This will certainly enable a significant economy of scale to the financial equation.
On the earnings side, it is particularly important to use a realistic local market value for the acid. Many projects are not considered viable by using wrong or very conservative figures for the local acid price.
For an example study case, assume a pyrite roaster plant based on CFB technology with a capacity of 2,000 t/d pyrite plant with the metal composition of Cu 0.5%, Co 0.5%, Zn 0.2%, Ag 5 g/t, and Au 1 g/t. For a hypothetical operating cost on essential plant units (including leaching), the ROI can range anywhere from 2 to 4 years.
Besides the earnings for metals, sulphuric acid and power, the benefits for credits or reduction in penalties regarding CO2 , groundwater effects, or tailings volumes will have to be considered in the future.
Summary
While environmental, social and governance aspects are increasingly a driver for industrial investment decisions, the treatment of tailings becomes an economically viable option for the industry. Metso has a well proven treatment process for tailings using the fluid bed roasting process, which can generate multiple revenue streams.
The industry trend indicates the need for upscaling of the existing technology and Metso’s circulating fluid bed technology “Circoroast” process is a response to this development. It allows for large throughput, due to the flexibility in the heat balance of the roaster and, by physically having a more compact plant footprint, the capex can be reduced making the project even more economical.
The application of tailings roasting process can contribute to a sustainable project development. Environmental topics related to tailings dams may become more relevant in the future as focus turns to how local water resources are affected. Additionally, the increasing demand for regional sulphuric acid production can be addressed, at the same time as producing CO2 -free energy. Considering all the factors detailed above, it becomes clear that an evaluation of a new project requires a comprehensive multi-faceted economical study, commencing with the tailings characterisation and categorisation according to their potential revenue streams.
New, innovative plant improvement concepts are being explored to push the boundaries of plant sizes beyond the traditional limits. This is all in respect to more efficient plant operations to reduce CO2 emissions, increase energy recovery, lower the specific investment costs, and working towards a circular economy.
References




